
1/ Máy tiện CNC là gì?
Máy tiện CNC là một máy tiện thông thường nhưng được tích hợp thêm bộ điều khiển để giúp máy có thể tự động thực hiện quá trình gia công theo một chương trình hoàn chỉnh để gia công ra một chi tiết hoàn chỉnh
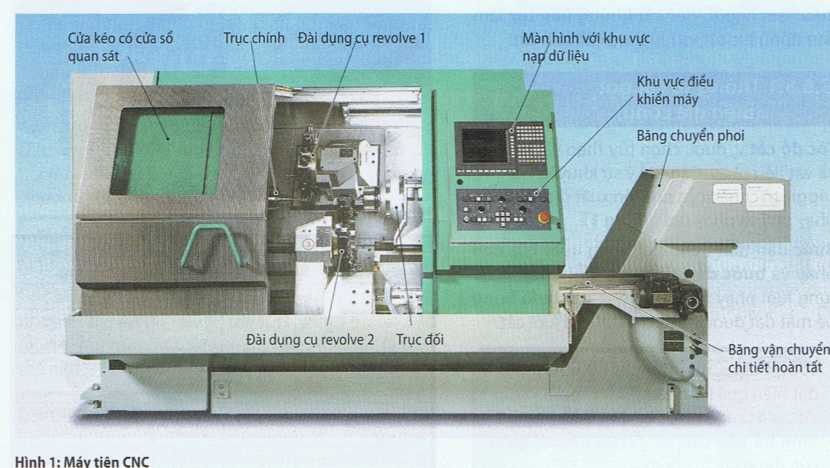
Trong sản xuất phần lớn sử dụng máy tiện CNC (điều khiển số bằng máy tính). Một máy cơ bản đơn giản với một trục chính làm việc, như đài dao (giá đỡ dụng cụ) là một revolve chuyển động theo chiều X và chiều z.
Qua những bước mở rộng hơn nữa thí dụ như thêm một revolve thứ hai, dụng cụ được truyền động hay dẫn động hay dụng cụ cho gia công mặt sau là máy có thể gia công hoàn chỉnh các chi tiết (Hình bên dưới).
1.1/ Một số kiến thức cơ bản về máy tiện
Với một trục đối được truyền động đổng bộ với trục làm việc, người ta có thể kẹp chi tiết ở gờ tiện. Nhờ vậy lúc tiện cắt đút không có rìa xờm (Ba Via) (Hình 2).
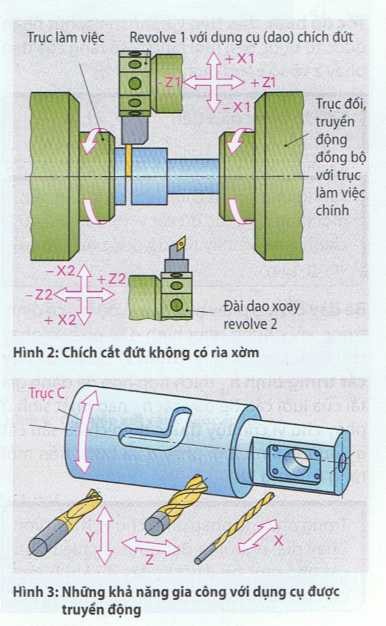
Đoạn chi tiết kẹp, chích đứt ở trục đổi có thể gia công hoàn chỉnh bởi dụng cụ ở đài dao xoay revolve thứ hai (trục xoay). Với đài dao xoay revolve thứ nhất chi tiết tiếp theo có thể được gia công đổng thời ở trục làm việc chính.
Một hệ thống dừng trục chính, một thiết bị chuyển mạch công tắc và một trục Y bổ sung tạo điều kiện thực hiện các nguyên công phay và gia công lỗ ngang ngoài tâm với những dụng cụ được dẫn động (Hình bên dưới).
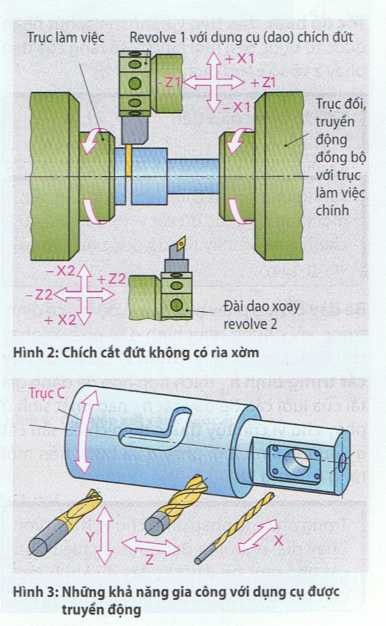
Các máy với một trục c có trục chính làm việc ở bước xoay 1/1000° cho phép mở rộng khả năng gia công, thí dụ như khắc chữ hay phay đường biên dạng trên tất cả ba chiều của trục chính.
1.2/ Tọa độ trên máy
Vị trí quy chiều máy đối với máy tiện CNC hai trục là không khác với vị trí quy chiều của trung tâm gia công. Sự tiếp cận dễ dàng của người vận hành đối với chi tiết lắp đặt là yếu tố quyết định. Cả hai trục X và Y đều có vị trí quy chiều máy ở vị trí xa nhất tính từ chi tiết quay, có nghĩa là cách xa khu vực mâm cặp.
Đối với trục X, vị trí quy chiều Zero máy luôn luôn là giới hạn của hành trình cách xa đường tâm trục chính. Đối với trục Z, vị trí quy chiều luôn luôn là hành trình cực đại cách xa mâm cặp. Trong cả hai trường hợp, thường có nghĩa là chiều dương hướng đến Zero máy, tương tự như trung tâm gia công. Minh họa trên Hình 20.3 trình bày Zero máy trên máy tiện CNC điển hình.
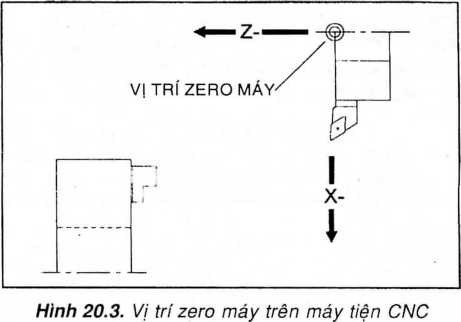
Trong minh họa này, các mũi tên biểu thị chiều chuyển động dao hướng đến vùng làm việc. Chuyển động dao từ Zero máy theo chiều ngược lại sẽ gây ra hành trình quá mức trên trục đó.
Xác lập các trục máy
Từ các nguồn nêu trên, bạn có thể thấy có quan hệ trực tiếp giữa máy CNC, dụng cụ cắt và chi tiết. Điểm quy chiều gia công (Zero chương trình, Zero chi tiết, chuẩn gia công) do nhà lập trình CNC xác lập, điểm quy chiều dao được xác định theo chiều dài dao ở lưỡi cắt, cũng do nhà lập trình lựa chọn.
Chỉ có điểm quy chiều máy (chuẩn máy) do nhà chế tạo máy xác định và được thiết lập ở vị trí cố định. Đây là yếu tố rất quan trọng.
Zero máy cố định có nghĩa là mọi điểm quy chiều khác đều phụ thuộc vào vị trí này
Để đạt đến vị trí quy chiều máy (chuẩn máy) và xác lập các trục máy, ví dụ trong khi lắp chi tiết hoặc đồ gá, có ba phương pháp khả dụng đôi với người vận hành CNC:
- Bằng tay: sử dụng bảng điều khiển của hệ thống Người vận hành sẽ sử dụng các nút hoặc công tắc XYZ (trung tâm gia công) hoặc xZ (máy tiện) chuyên dùng cho mục đích này. Một hoặc nhiều trục máy có thể dược kích hoạt đồng thời, tùy theo hệ điều khiển.
- Sử dụng MDI: chế độ nhập dữ liệu bằng tay Phương pháp này cũng sử dụng bảng điều khiển. Trong trường hợp này, người vận hành máy xác lập chế độ MDI và lập trình chuyển động dao, sử dụng các lệnh chương trình tương ứng (G28, G30)
2/ Lập trình gia công tiện CNC
2.1/ Bù dao trong gia công
Ngay từ đầu, hệ tọa độ làm việc chỉ được thiết kế cho các trung tâm gia công CNC, sau đó mới được áp dụng cho các máy tiện CNC. Sự vận hành, cả logic và thực tế, trên máy tiện là đồng nhất với trung tâm gia công. Sử dụng sự bù chi tiết trên máy tiện CNC cho phép loại bỏ lệnh G50 hoặc G92, sự gá lắp gia công tiện CNC trở nên nhanh hơn và dễ dàng hơn.
a/ Các kiểu bù
Khác biệt chính trong ứng dụng bù chi tiết trên máy tiện là hầu như chỉ cần một sự bù chi tiết. Hai sự bù chi tiết là có thể, ba sự bù trở lên chỉ dùng cho các gá lắp phức tạp và đặc biệt. Từ G54 đến G59 đều khả dụng trên các máy tiện CNC hiện đại và thường bỏ qua sự lựa chọn bù chi tiết trong chương trình, trừ khi sử dụng từ hai lệnh bù chi tiết trở lên. Điều đó có nghĩa là về nguyên tắc nhà lập trình chỉ phụ thuộc vào xác lập mặc định G54.
Hai tính năng bù đặc biệt trên các hệ thống điều khiển hiện đại là bù Geometry (hình học) và bù Wear (mòn dao), trên cùng màn hình hiển thị hoặc trên các màn hình riêng rẽ, tùy theo kiểu loại của bộ điều khiển.
b/ Bù hình học
Bù hình học (Geometry Offset) là tương đương với bù chi tiết (work offset) trên các bộ điều khiển phay. Lệnh bù này biểu thị khoảng cách từ điểm quy chiều dao cắt đến Zero chương trình, được đo từ Zero máy dọc theo trục đã chọn. Nói chung, trên máy tiện với hộc chứa dao phía trên đường tâm trục chính, bù hình học cho cả trục X và trục Z sẽ là giá trị âm. Hình 17.9 minh họa các giá trị bù hình học cho mũi khoa, dao tiện và dao doa (T01, T02, T03).
GEOMETRY OFFSET
| X OFFSET | Z OFFSET | RADIUS | TIP | |
| 01 | -8.6330 | -2.3630 | 0.0000 | 0 |
| 02 | -8.6470 | -6.6780 | 0.0469 | 3 |
| 03 | -9.0720 | -2.4950 | 0.0313 | 2 |
| 04 | 0.0000 | 0.0000 | 0.0000 | 0 |
| 05 | 0.0000 | 0.0000 | 0.0000 | 0 |
c/ Bù mòn dao
Bù mòn dao cũng được dùng trên các bộ điều khiển phay, nhưng chỉ có bù chiều dài dao và bù bán kính dao, không có bù hệ tọa độ làm việc (bù chi tiết).
Trên các máy tiện CNC, công dụng của bù mòn dao hoàn toàn như trên trung tâm gia công. Điều này bù nho sự mòn dụng cụ cắt và được, dùng để tinh chỉnh bù hình học. về nguyên tắc, sau khi xác lập bù hình học cho dụng cụ cắt, xác lập đó phải không thay đổi. Các điều chỉnh và tinh chỉnh kích thước thực của chi tiết chỉ được thực hiện với sự bù mòn dao.
WEAR OFFSET
| X OFFSET | Z OFFSET | RADIUS | TIP | |
| 01 | 0.0000 | 0.0000 | 0.0000 | 0 |
| 02 | -0.0060 | 0.0000 | 0.0469 | 3 |
| 03 | 0.0000 | 0.0040 | 0.0313 | 2 |
| 04 | 0.0000 | 0.0000 | 0.0000 | 0 |
| 05 | 0.0000 | 0.0000 | 0.0000 | 0 |
2.2/ Gia công lỗ
Gia công lỗ với dao một lưỡi cắt trên máy tiện CNC nói chung không thông dụng bằng trên trung tâm gia công CNC. Thứ nhất, số lỗ có thể khoan hoặc tarô trong một nguyên công trên máy tiện chỉ là một lỗ/chi tiết, còn số lỗ trên máy phay, có thể hàng chục, trăm, hoặc hàng ngàn. Thứ hai, doa (tiện trong) trên máy tiện là gia công biên dạng, khác với doa, trên máy phay, là gia công điểm – điểm.
Mọi nguyên công gia công điểm – điểm trên máy tiện CNC chỉ giới hạn theo các nguyên công có thể được thực hiện với dụng cụ cắt định vị ở đường tâm trục chính. Nói chung, các nguyên công này bao gồm khoan tâm, khoan tiêu chuẩn, chuốt và tarô ren. Nhiều kiểu dụng cụ cắt có thể được sử dụng, ví dụ dao phay mặt đầu cắt tâm có thể được dùng để gia công lỗ chính xác. ơ mức độ thấp hơn, các nguyên công khác, chắng hạn dao lả miệng, khoét miệng, có thể được dùng để gia công lỗ hoặc lỗ cụt đáy phăng. Dụng cụ đánh bóng mặt trong có thể được dùng để gia công lỗ chính xác. ơ mức độ thấp hơn, các nguyên công khác, chẳng hạn khoét lỗ, có thể lập trình theo đường tâm máy tiện, với dụng cụ điểm – điểm, thay vì dụng cụ gia công biên dạng. Mọi nguyên công thuộc nhóm này có một điểm chung – chúng đều được dùng ở đường tâm trục chính và được lập trình với vị trí X là X0 trong block chương trình.
Tốc độ trục chính của mọi nguyên công theo đường tâm trên máy tiện CNC phải được lập trình theo số vòng quay thực/phút (r/min), không theo chế độ tốc độ bề mặt không đổi (CSS). Vì lý do đó, cần dùng lệnh G97
Ví dụ: G97 S575 M03 sẽ bảo đám tốc độ 575 r/min với chiều quay trục chính bình thường.
Điều gì sẽ xảy ra nếu chế độ css được dùng với lệnh G96 thay vì G97?
Hệ thống CNC sẽ sử dụng thông tin đã cho, địa chỉ tốc độ trục chính s, trong chương trình (được cho theo chu ví hoặc bề mặt — tốc độ/phút, ví dụ ft/min thống sẽ tính toán tốc độ trục chính yêu cầu theo r/min để máy dụng cụ có thể sử dụng.
Sự tính toán này dựa trên công thức toán học tiêu chuẩn liên hệ với đường kính của chi tiết. Nếu đường kính này là Zero – chính xác là đường tâm trục chính – số vòng quay trục chính sẽ luồn luôn là r/min cao nhất khả dụng trong khoảng tốc độ trục chính được chọn hiện hành. Tính toán này là ngoại lệ đối với công thức tính toán r/min tiêu chuẩn, trong đó tốc độ trục chính tại đường tâm (đường kính Zero) là Zero – 0 r/min
Ví dụ: nếu tốc độ chu ví (bề mặt) đối với vật liệu đã cho là 450 ft/min, giá trị r/min tại 03 inch (X 3.0) sẽ xấp xỉ: s = (450 x 3.82) 13 = 573 r/min
Nếu tốc độ 450 ft/min được áp dụng cho đường kính zero (X0 trong chương trình), công thức không thay đổi nhưng kết quả sẽ là: s = (450 x 3.82)/0 = 0 r/min (lỗi)
Tốc độ trục chính không thể là vô hạn (), do thiết kế của hệ điều khiển, tốc độ này sẽ đạt giá trị r/min cực đại trong khoảng tốc độ hiện hành, ơ đây, bạn cần rất cẩn thận, bảo đảm mọi nguyên công theo đường tâm trên máy tiện CNC luôn luôn được thực hiện trong chế độ G97 (r/min) mà không trong chế độ G96 (CSS).
3/ Một số loại máy tiện CNC
3.1/ Máy tiện CNC Serial PDL-T6/8
Máy có thiết kế hiện đại, đặc biệt cho phép gia công nhiều chủng loại sản phẩm tinh xảo, vận hành an toàn, tiếng ồn nhỏ, năng suất cao và vận hành dễ dàng hơn.
- Bộ điều khiển FAGOR có giao diện thân thiện sử dụng ngôn ngữ ISO cùng với hệ thống Simulation hiện đại, dễ hiểu, độ anh toàn đáng tin cậy.
- Cổng truyền Pro RS-232 thích ứng với Windows 98/2000/XP.
- Động cơ trục chính AC, máy sử dụng Bi Đũa có độ chính xác cao, Ụ định tâm chịu lực cực tốt.

THÔNG SỐ KỸ THUẬT
| MODEL | Đơn vị | PDL-T6/T6A | PDL-T8/T8A |
| Đường kính tiện vượt băng máy | mm | Ø420 | Ø550 |
| Đường kính tiện vượt bàn xe dao | mm | Ø330 | Ø330 |
| Đường kính vật tiện lớn nhất | mm | Ø200/250 | Ø250/350 |
| Hành trình trục X | mm | 180 | 220 |
| Hành trình trục Z | mm | 370 | 550 |
| Đường kính lớn nhất của chấu cặp | inch | 6/8/10 | |
| Tốc độ trục chính | V/ph | 6000/4800 | 4500/3500 |
| Đường kính lỗ trục chính | mm | Ø56/62 | Ø62/87 |
| Độ côn trục chính | A2-5/A2-6 | A2-6/A2-8 | |
| Công suất động cơ | kw | 5.5/7.5 9/12 |
15/18.5 18.5/22 |
| Đường kính ụ chống tâm | mm | Ø75 | Ø 95 |
| Hành trình ụ chống tâm | mm | 100 | 125 |
| Độ côn ụ định tâm | No4 | No5 | |
| Tốc độ di chuyển không tải trục X/Z | m/ph | 7/6 | 7/6 |
| Số vị trí gá dao | 4/6/12/20/30/48 | ||
| Bộ điều khiển CNC | Fanuc/Siemen/Mitsubishi | ||
| Kích thước dao (tiện/khoan) | mm | 20×20/25×25 | |
| Chiều dài máy | mm | 1750 | 2000 |
| Chiều rộng máy | mm | 3010 | 3550 |
| Chiều cao máy | mm | 1850 | 1960 |
| Trọng lượng máy | kg | 3800/4000 | 4700/5000 |
| Bước dịch chuyển nhỏ nhất | mm | 0.001 | |
3.2/ Máy tiện SERIAL: CK (Normal)
- Dòng máy tiện CNC với Serial: CK(Normal) là loại máy được thiết kế nhỏ gọn.
- Có kết cấu khung vững chắc, thân máy được đúc toàn bộ, ít tiêu thụ điện năng.
- Băng máy được đúc bằng gang Meehanite được xử lý nhiệt nhằm hạn chế ứng xuất dư bên trong. Băng máy nghiêng 45°có khả năng chịu lực, chống rung, tiếng ồn nhỏ.
- Máy được thiết kế với mẫu mã đẹp, dễ vận hành, giao diện dễ hiểu tiện lợi cho người sử dụng.
- Bộ điều khiển Fanuc(GSK, Simenuc,Hanuc v..v..) có thể lựa chọn theo nhu cầu của khách hàng và bộ PLC tích hợp 8 bit, memory 16 MB.
- Giao tiếp dễ dàng, máy sử dụng ngôn ngữ ISO với cổng truyền dữ liệu RS – 232





















{kind=link}