
Một ví dụ phổ biến về sử dụng vị trí dao trung gian trong block chương trình là từ lỗ sâu hoặc hốc trả về Zero máy. Trong ví dụ kế tiếp, chỉ nhằm để giải thích, sử dụng các chuyến động dao đều đặn thay cho chu kỳ khoan, để rút dao ra khỏi lỗ khoan. Trong ví dụ này, vị trí XY hiện hành là X9.5Y4.874 và nguyên công khoan sẽ được mô phỏng trong các block riêng rẽ.
N21 G90 G00 G54 X9.5 Y4.874 S900 M03
N22 G43 Z0.1 H01 M08
N23 G01 Z-0.45 F10.0
N24 G00 Z-0.43
N25 G01 Z-0.75
Trong block N25, dao ở đáy lỗ, vị trí dao hiện hành có tọa độ tuyệt đối là X9.5Y4.874 Z-0.75. Toàn bộ sự cắt gọt đã hoàn tất, dao cần trở về Zero máy trên cả ba trục. Vì lý do an toàn, trục Z phải chuyển động trước. Có nhiều tùy chọn, trong đó 3 tùy chọn phổ biến là:
- Lùi trục Z phía trên chi tiết trong một block, sau đó trảcác trục XYZ về Zero máy.
Hình 20.5. Trả về Zero máy từ lỗ sâu – phay.
- Lùi trục Z về Zero máy, sau đó lùi các trục XY trong block kế tiếp.
- Trả các trục XYZ về Zero máy một cách trực tiếp từ vị trí dao hiện hành (ở đáy lỗ).
Hình 20.5 minh họa ba tùy chọn này.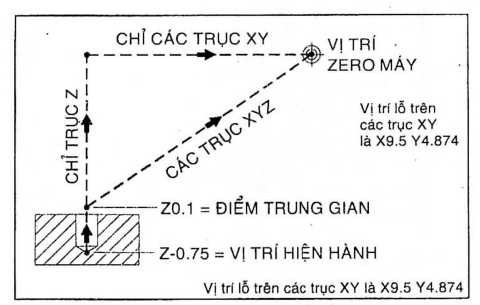
Tùy chọn 1
Để lùi trục Z phía trên chi tiết trong một block, sau đó trả các trục XYZ về vị trí Zero máy, thường sử dụng:
N26 G00 Z0.1 M09
Tiếp sau block này phải là sự trở về Zero máy, dọc theo trục Z.
N27 G00 Z0.1 M05
Chương trình đầy đủ đối với Tùy chọn 1 sẽ là:
…
N21 G90 G00 G54 X9.5 Y4.874 S900 M03
N22 G43 Z0.1 H01 M08
N23 G01 Z-0.45 F10.0
N2 4 G00 Z-0.43
N25 G01 Z-0.75
N26 G00 Z0.1 M09
N27 G28 Z0.1 M05
N28 G28 X9.5 Y4.874
N29 M01
Tùy chọn 2
Để lùi hẳn trục Z về Zero máy, sau đó lùi các trục XY trong block kế tiếp, biến thể của Tùy chọn 7, trước hết lùi trục Z về Zero máy:
N26 G28 Z-0 .75 M09
Sau đó trả các trục XY về Zero máy:
N27 G28 X9.5 Y4.874
Chương trình đầy đủ đối với Tùy chọn 2 sẽ là:
N21 G90 G00 G54 X9.5 Y4.874 S900 M03
N22 G43 Z0.1 HOI M08
N23 G01 Z-0 .45 Fio . 0
N24 G00 Z-0.43
N25 G01 Z-0.75
N26 G28 Z0.75 M09
N27 G28 X9.5 Y4.874 M05
N28 M01
Tùy chọn 3
Để đưa cả ba trục về Zero máy trực tiếp từ vị trí dao hiện hành (trong khi dao vẫn ở đáy lỗ) chỉ cần một block trả về Zero.
N26 G28 X9.5 Y4.874 Z0.1 M09
Đây là phương pháp lập trình theo thiết kế của các bộ điều khiển Fanuc, tuy một số nhà lập trình có thể không đồng ý với Fanuc. Chương trình đầy đủ với Tùy chọn 3 như sau:
N21 G90 G00 G54 X9.5 Y4 . 874 S900 M03
N22 G43 Z0.1 H01 M08
N23 G01 Z-0.45 F10.0
N24 G00 Z-0.43
N25 G01 Z-0.75 M09
N26 G28 X9.5 Y4.874 Z0.1 M05 N27 M01
Chuyển động trở về Zero máy thực hiện theo hai bước:
Bước 1: Trục Zchuyểnđộng nhanh đến vị tríZ0.1
Bước 2: Cả ba trục trở về Zero máy
Ngoài ra, bạn cần lưu ý sự sắp xếp lại các hàm M09 và M05. Sự tắt chất làm nguội trước là thực tiễn hơn so với dừng trục chính.
So sánh các tùy chọn nêu trên bạn có thể rút ra các kết luận:
- TÙY CHỌN 1…
… chỉ an toàn hợp lý, nhưng rất hiệu quả về thời gian chu kỳ, có thể có khả năng có chướng ngại trong chuyển động ba trục đến Zero máy.
- TÙY CHỌN 2…
… hiệu quả kém hơn so với tùy chọn trước, nhưng là tùy chọn an toàn nhất.
- TÙY CHỌN 3…
… hiệu quả cao nhất về thời gian chu kỳ, nhưng sai số vị trí có thể gây ra va chạm.





















{kind=link}