
Để lập trình chuyển động dao theo chế độ nội suy tuyến tính, bạn hãy dùng lệnh chuẩn bị G01 cùng với chuyển động dao theo một, hai, hoặc ba trục, và tốc độ cắt (địa chí F) thích hợp cho chi tiết gia công:
G01 X.. Y.. Z.. F..
Mọi mục nhập trong block chuyển động tuyến tính đều có tính chế độ và chỉ cần lập trình nếu chúng là mới hoặc thay đổi. Chỉ lệnh block bị tác động từ sự thay đổi đó mới gộp vào block chương trình.
Tùy theo phương pháp lập trình được chọn, chuyển động nội suy tuyến tính có thể được lập trình trong chế độ tuyệt đối hoặc số gia, sử dụng các lệnh chuẩn bị G90 và G91 cho phay, và các địa chỉ U và W cho nguyên công tiện.
TỐC ĐỘ ĂN DAO TUYẾN TÍNH
Tốc độ cắt thực đốì với chuyển động dao xác định có thể dược lập trình theo hai chế độ:
- … theo thời gian mm/minhoặc in/min
- … theo vòng quay trục chính mm/rev hoặc in/rev
Sự lựa chọn tùy theo kiểu máy và đơn vị kích thước được sử dụng. Nói chung trung tâm gia công CNC, máy khoan, máy phay, máy cắt bằng ngọn lửa, gia công tia lửa điện…, sử dụng tốc độ cắt theo thời gian. Máy tiện CNC thường sử dụng lượng ăn dao theo vòng quay.
Khoảng tốc độ cắt
Từng hệ thống CNC chỉ hỗ trợ tốc độ cắt trong khoảng xác định. Đối với nội suy tuyến tính trong các ứng dụng phay, tốc độ cắt thấp nhất là 0.0001, theo in/min, mrn/min hoặc deg/min (độ/phút). Tốc độ cắt thấp nhất đối với nội suy tuyến tính trong ngu vê n công tiện phụ thuộc vào số gia nhỏ nhất cùa các trục tọa độ XY. Hai bảng dưới đây trình bày các khoảng tốc độ cắt được hệ thống CNC hỗ trợ. Bảng thứ nhất dùng cho phay, bảng thứ hai dùng cho tiện. Mọi đơn vị dùng trong lập trình gia công đều được giới thiệu.
Bảng 21.1. Khoảng tốc độ cắt khi phay
| Số gia chuyển động tối thiểu | PHAY |
| 0.001 mm | 0.0001-240000.00 mm/min |
| 0.001 đô | 0.0001-240000.00 deg/min |
| .001 inch | .0001-240000.00 in/min |
Bảng 21.2. Khoảng tốc độ cắt khi tiện
| Số gia chuyển động tối thiểu | TIỆN |
| 0.001 mm | 0.00001-500.00000 mm/min |
| 0.001 độ | 0.00001-500.00000 deg/min |
| .001 inch | .000001-500.00000 in/min |
Có thể tốc độ cắt cực đại là rất cao. Đối với cắt gọt thực tế, điều này là đúng. Tuy nhiên, bạn cần nhớ các khoảng này chỉ liên quan với hệ điều khiển, không liên quan với máy. Nhà chế tạo máy luôn luôn giới hạn tôc độ cắt cực đại, phù hợp với các khả năng và thiết kế của máy. Hệ thông điều khiển chỉ cung cấp khoảng lý thuyết, đáp ứng yêu cầu của nhà chế tạo máy hơn là người dùng thực sự. Ý đồ trong trường hợp này là trao cho nhà chế tạo máy tính linh hoạt trong phạm ví các tiến bộ công nghệ hiện đại. Khi công nghệ thay đổi, nhà chế tạo hệ điều khiển sẽ đáp ứng các thay đổi đó bằng cách tăng khoảng tốc độ.
Tốc độ cắt trên trục riêng rẽ
Vấn đề tốc độ cắt thực trên từng trục hầu như là không cần thiết trong lập trình, được trình bày ở đây chỉ nhằm định hướng về toán học. Bạn có thể không cần biết các tính toán này, hệ thông CNC sẽ thực hiện chúng khi cần thiết, một cách chính xác và hoàn toàn tự động. Mặt khác, về lý thuyết bạn cần hiểu về các tính toán đó.
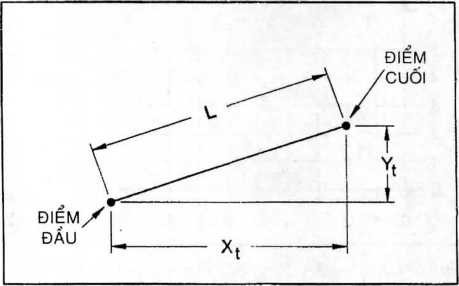
Các tính toán được hệ thống CNC thực hiện, theo các mục nhập được minh họa trên Hình 21.5.
Hình 21.5. Dữ liệu để tỉnh toán tốc độ ãn dao tuyến tỉnh riêng rẽ.
Bạn hãy đánh giá ví dụ dưới đây về chuyển động tuyến tính và thử áp dụng các công thức được nêu ở phần dưới:
G00X10.0 Y6.0 (START POINT)
G01 X14.5 Y7.25 F12.0 (ENĐ POINT)
Chuyển động tuyến tính xảy ra giữa hai điểm, từ điểm đầu ở X10.0Y6.0 đến điểm cuối ở X14.5Y7.25 tốc độ cắt được lập trình 12 in/min là F12.0. Điều đó có nghĩa là hành trình thực dọc theo từng trục là đã biết hoặc có thể tính toán:
Xt = 14.5 – 10.0 = 4.5
Yt = 7.25-6.0= 1.25
Zt = 0
Chiều dài L của chuyển động dao toàn phần (Hình 21.5) là chuyển động thực tế, và có thể tính bằng cách dùng Định lý Pythagore:![]()
Công thức nêu trên là hoàn toàn quen thuộc, kết quả sẽ là chiều dài hành trình
L = = 4.6703854
Hệ điều khiển áp dụng công thức này một cách tự động để tính chuyển động thực theo trục X (4.25) theo trục Y (1.25) cộng với chiềudài của chính chuyển động đó (4.6703854). Từ kết quả này, máy tính sẽ tính tốc độ cắt theo trục X và Y, không có chuyển động theo trục Z.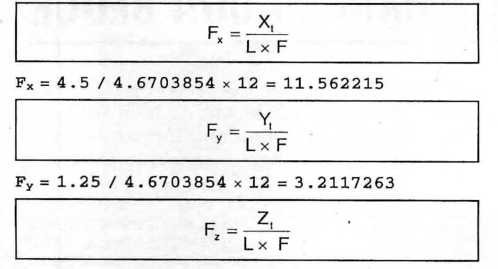
FZ = 0 / 4.6703854 x 12 = 0.0
Trong ví dụ này không có chuyển động trên trục Z. Nếu trục Z là một phần trong chuyển động dao, ví dụ, khi chuyển động đồng thời cả ba trục, quy trình về logic là đồng nhất, do đó phải xét thêm trục Z trong các tính toán.





















{kind=link}