
Trong phương pháp hàn bằng tia, một tia laser hay tia điện tử năng lượng dổi dào được chuyển đổi thành nhiệt khi tác động và thâm nhập vào trong vật liệu. Vật liệu nóng chảy và khi đông đặc tạo thành một đường hàn nhỏ. Vật liệu bổ sung thường không cần thiết. Được hàn trong không khí tự do, trong chân không hoặc dưới lớp khí bảo vệ.
Hàn bằng tia laser (Hình 1)
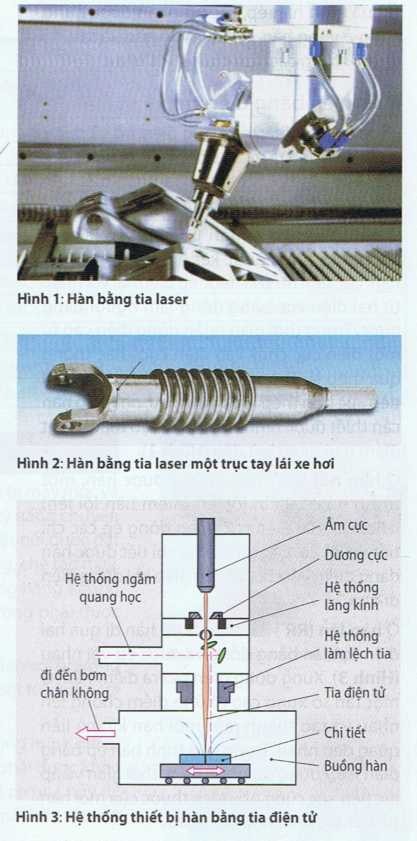
Qua sự tụ lại thành chùm của tia laser trên một đường kính nhỏ hơn 1 mm, nơi vết cháy ở chi tiết (đẩu cuối vệt phóng điện) nhận được một mật độ năng lượng cao với nhiệt độ lên đến 20000°c. Vật liệu bốc hơi và tạo thành theo chiều tia một sự mao dẫn bốc hơi, nơi hình thành plasma. Vi thế mà vật liệu cũng nóng chảy ở trong sâu. Nó hình thành mối hàn với chiều sâu lên đến 10 iẩn bể rộng (thídụ: mối hàn sâu trong thép xây dựng (thép chế tạo) đến 20 mm).
Quá trình hàn thường ởtại chỗ (nơi cố định) với một độ cơ giới hóa cao. Một hệ thống thiết bị hàn laser gồm laser, hệ thống di chuyển cho tia laser hay chi tiết, một hệ thống quang để dẫn hướng các chùm tia laser và hệ thống quang học điểu chỉnh tiêu cự. Ưu điểm:
Thích hợp hầu như cho tất cả vật liệu
Tốc độ hàn cao và mối hàn tốt
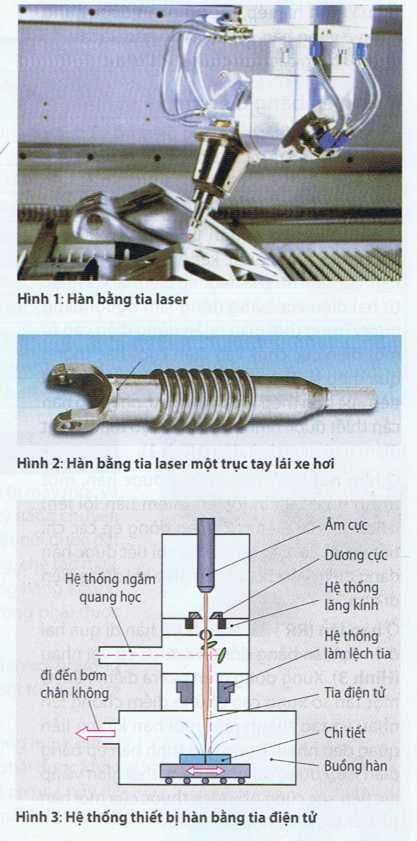
Mối hàn hẹp sâu (Hình 2)
Khuyết điểm: cần cẩn thận che chắn vì sự nguy hiểm của tia laser.




















{kind=link}