
Bộ truyền động bánh răng truyền chuyển động quay từ một trục này sang trục khác (Hình 1). Qua đó các răng của cả hai bánh răng ăn khớp theo dạng cứng vào nhau và vì thế không có độ trượt. Điều này cho phép truyền các lực nhỏ, chẳng hạn như trong kỹ thuật chính xác, hoặc lực rất lớn, thí dụ như bộ truyền động trong máy cán, và giữ được tỷ lệ truyền chính xác. Ngoài ra bánh răng cần có một khoảng cách trục nhỏ.

Với bánh răng có thể truyền chuyển động quay và qua đó thay đổi tốc độ, mômen xoắn hoặc hướng quay (Hình 2).

- Kích thước bánh răng
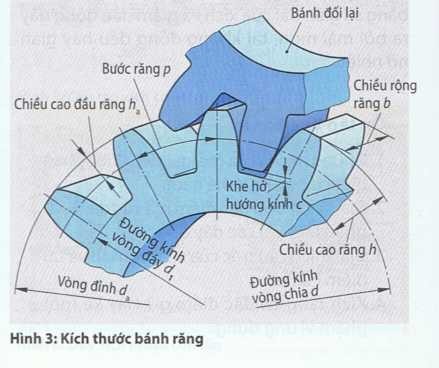
Kích thước của răng (Hình 3). Các bước răng p quyết định kích thước của răng. Nó được đo bằng radian trên vòng chia của bánh răng. Để có được một số nguyên người ta lấy bước răng p chia cho số pi (ti). Qua đó ta có mô-đun m = p/π. Các trị số của mô-đun được tiêu chuẩn hóa và có đơn vị của chiều dài, thí dụ: m = 2 mm. Các kích thước khác nhưchiều cao bánh răng h tùy thuộc vào mô-đun. Chiều cao bánh răng h trong nhiễu khớp răng là h = 13/6.m. Các bánh răng ăn khớp với nhau phải có cùng một mô-đun.
Kích thước của bánh răng (Hình 3). Các kích thước của một bánh răng tùy thuộc vào mô-đun m và số lượng răng z. Các vòng chia d, trên đó hai bánh răng tiếp xúc, là d = m.z, đường kính vòng đỉnh da = d+2.m. Giữa đường kính vòng đỉnh của bánh xe này và đường kính vòng đáy của bánh xe khác có một khe hở gọi là khe hở đỉnh c.
Nếu mô-đun, số răng của bánh răng và khe hở đỉnh được biết, thì tất cả kích thước cần thiết đều có thể tính được để tạo ra các bánh răng (xem sách bảng).
- Tỷ số truyền
Nếu hai bánh răng có số răng khác nhau, thì vòng quay và mômen xoắn thay đổi khi truyền chuyển động quay (Trang 424).
- Khoảng cách trục
Khoảng cách trục a giữa hai bánh răng được xác định bởi các vòng chia d1 và d2 của hai bánh xe: a = (d1 + d2)/2
Thí dụ: Từ một hộp số ta được biết số răng z = 20, môđun m = 2 mm, khe hở đỉnh c=0,2m. Đường kính vòng chia và vòng đỉnh là bao nhiêu?
Lời giải: d = m.Z = 2 mm.20 = 40 mm
da =d + 2.m = 40 mm + 2.2 mm = 44 mm
- Dạng hông răng (Dạng sườn răng)
Khi hai bánh răng ăn khớp, bề mặt hông hai răng lăn vào nhau. Qua đó chúng cẩn phải càng ít trượt càng tốt để mài mòn, sựtăng nhiệt độ và tiếng ổn được giữ ở mức thấp. Ngoài ra, răng nên được sản xuất bằng các dụng cụ đơn giản để giá thành được rẻ. Trong quá trình lắp ráp xảy ra sai lệch khoảng cách trục nhỏ, điều này không được gây hư hại khi vận hành.
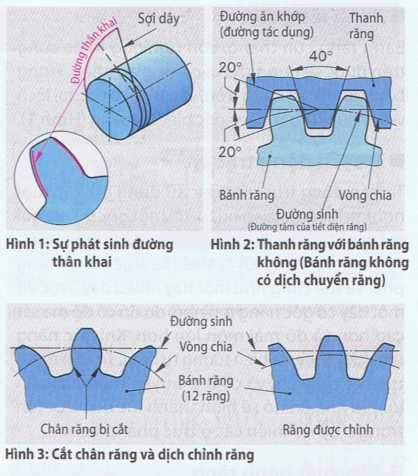
Bánh răng thân khai. Các điều kiện nêu ở trên có thể được đáp ứng nếu đường cong của thân răng tương ứng với một đường thân khai (Hình 1).
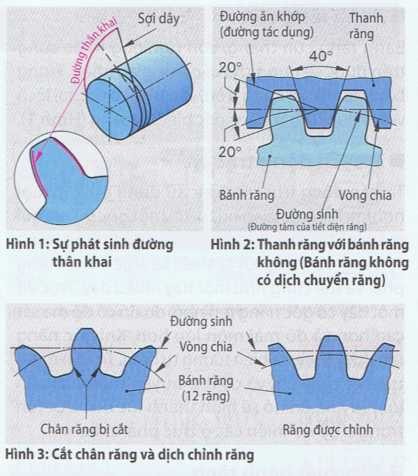
Đường thân khai này được hình thành khi một sợi chỉ tháo ra từ xi lanh. Từ đường thân khai này chỉ một đoạn ngắn của chiều dài khai triển được sử dụng cho các hông răng.
Trong chế tạo máy và chế tạo xe hơi người ta sử dụng bánh răng thân khai.
Trong việc sản xuất bánh răng thân khai, thanh răng được sử dụng với một góc biên dạng 40° độ (Hình 2). Các điểm tiếp xúc của thanh răng và bánh răng nằm trên một đường thẳng, gọi là đường ăn khớp (đường tác dụng). Đường thẳng này nghiêng với đường tiếp tuyến của vòng chia một góc chính xác bằng phân nửa góc biên dạng, gọi là góc ăn khớp (góc áp lực) 20°.
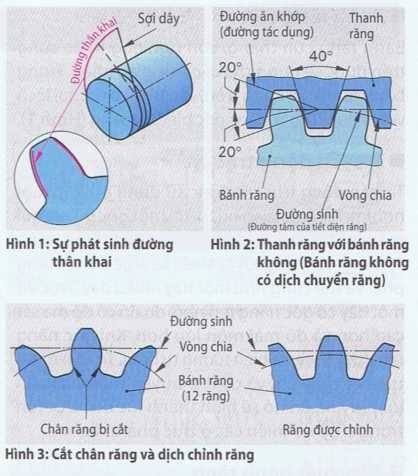
Thông thường đường sinh tiếp xúc với vòng chia của bánh răng.Điều này được gọi là trường hợp của bánh răng không (bánh răng N).
Dưới 17 răng trong một bánh răng thì xảy ra hiện tượng cắt chân răng ở bánh răng không (Hình 3). Do đó, các răng bị yếu đi, tỷ lệ ăn khớp xấu theo. Nếu dời đường sinh đối với đường kính vòng chia (đường kính nguyên bản) ra ngoài thì tránh được hiện tượng cắt chân răng. Bên cạnh bánh răng thân khai là bánh răng cung tròn đượcsửdụng càng ngày càng nhiều trong cơ khí chính xác và bánh răng chốt được sửdụng ở bánh xe quay trong chế tạo máy lớn.
- Các loại bánh răng
Tùy thuộc vào vị trí các trục của bánh răng ăn khớp, ta phân biệt truyền động bánh răng trụ, truyền động bánh răng côn, truyền động bánh răng trụ nghiêng và truyền động trục vít (Bảng 1).
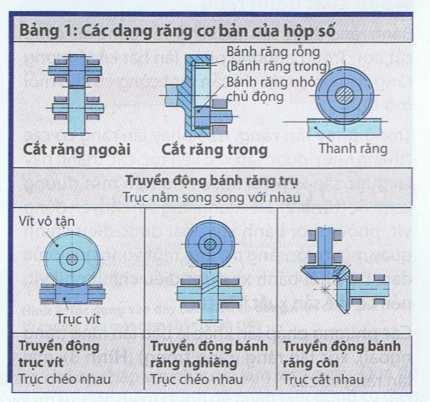
- Truyền động bánh răng trụ
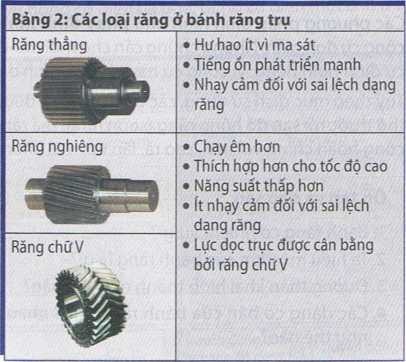
Việc truyền mômen xoắn với trục song song được thực hiện qua bánh răng trụ với răng bên ngoài hoặc trong (Trang 403-407).Tùy theo vị trí của răng so với trục quay, ta phân biệt răng thẳng, nghiêng và răng chữV (Bảng 2).
- Bánh răng côn
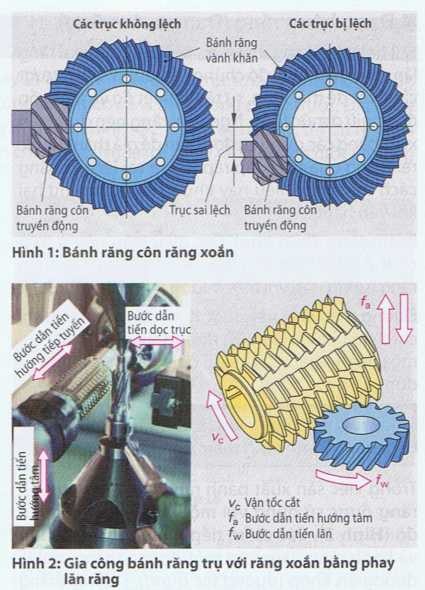
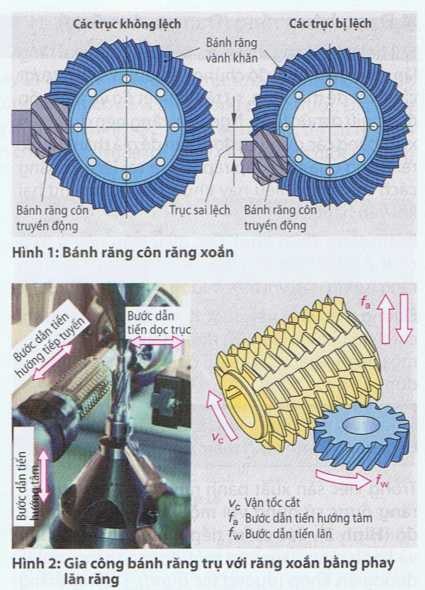
Bánh răng côn thẳng, côn nghiêng hoặc cung tròn được sử dụng cho các trục giao nhau.Trong bánh răng côn cung tròn, các trục có thể sai lệch với nhau bởi một dạng đặc biệt của răng (Hình 1).
- Truyền động trục vít
Truyền động trục vít được sử dụng ở khắp mọi nơi, khi hai trục giao nhau với một góc 90° và nơi mà tỷ số truyền lớn được yêu cầu đến 100:1 (Hình 1- trang 424). Người ta thiết kế trục vít với răng phải và trái cũng như một hay nhiều dây. Trục vít một dây có góc nâng ren nhỏ, do đó có độ ma sát cao hơn và độ mài mòn lớn hơn. Khi góc nâng ren dưới 5°xảy ra hiện tượng tự hãm. Truyền động trục vít chạy êm và có thể truyền mômen xoắn lớn. Tuy nhiên nó sẽ hình thành lực dọc trục lớn trong trục vít khiến các ổ trục phải chịu.
- Sản xuất bánh răng
Bánh răng được sản xuất chủ yếu bằng gia công cắt gọt. Trong phương pháp lăn bất kể số lượng răng bao nhiêu thì chỉ cẩn một công cụ cho mỗi mô-đun.
Trong phay lăn răng, dao phay lăn răng có các “thanh răng”được sắp xếp liên tục, các thanh này lại được sắp xếp với nhau như trên một đường xoắn ốc (Hình 2). Để tương ứng với chuyển động vít, phôi (phôi bánh xe) phải được điều chỉnh quay một bước răng p trong một vòng quay của dao. Do phôi bánh xe được điều chinh như vít, nên có thể sản xuất liên tục.
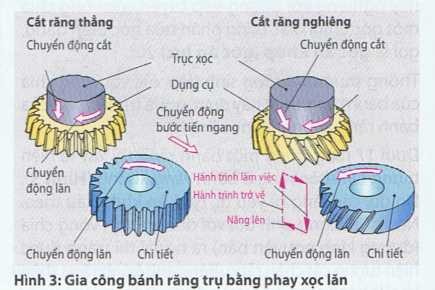
Các phương pháp lăn khác là bào lăn răng (răng ngoài), xọc lăn răng (răng trong) (Hình 3), mài lăn răng và cà
Các phương pháp định hình như phay định hình và mài định hình có thể được thực hiện trên máy công cụ đơn giản. Nhưng chúng cần cho mỗi môđun, mỗi số răng và mỗi dịch chuyển prôfin một công cụ định hình riêng, vì công cụ này phải có hình dáng giống chính xác như rãnh răng được gia công. Tùy theo mục đích sử dụng, các bánh răng sẽ được cắt răng hoàn chỉnh ngay lập tức hoặc đầu tiên cắt thô trước rồi sau đó hông răng (sườn răng, má răng) được tôi và thường thì ở chân răng cũng được gia công hoàn chỉnh với mài, cạo rà, lăn ép, mài khôn




















{kind=link}