
Giá trị lưu của xác lập trục Z bên trong lệnh bù chi tiết sẽ áp dụng cho chuyển động dao thực sự và được dùng để điều chỉnh chuyển động này theo xác lập của lượng bù chiều dài dao.
Ví dụ, nếu lượng bù chiều dài dao của dụng cụ cắt được đo là Z-10.0, chuyển động thực của dao đó đến Zero chương trình dọc theo trục Z sẽ là -10.0 bên trong lệnh G54, -10.408 trong G55 và -9.644 trong G56, tất cả đều sử dụng ví dụ minh họa trên Hình 17.6.
ÁP DỤNG TRÊN MÁY NGANG
Gia công nhiều chi tiết trong một nhóm gá lắp được thực hiện thường xuyên trên các trung tâm gia công CNC đứng. Kỷ thuật sử dụng nhiều lệnh bù chi tiết đặc biệt hữu ích trên các trung tâm gia công ngang, chẳng hạn phay và doa lỗ, nhiều bề mặt chi tiết được gia công trong một lần gá lắp.
Gia công hai, ba, hoặc nhiều bề mặt chi tiết trên trung tâm gia công ngang là công việc thường ngày trong các xưởng cơ khí hiện đại. Đối với mục đích này, sự lựa chọn bù chi tiết là rất quan trọng. Ví dụ, Zero chương trình tại điểm X0ay của bàn phân độ có thể xác lập cho các trục X và Y. Xác lập chương trình của trục Z có thể ở cùng vị trí (điểm X0ay của bàn phân độ) hoặc trên bề mặt của từng vị trí phân độ. Sự bù chi tiết xử lý ứng dụng này rất chuẩn, đến sáu bề mặt với khoảng các mã G tiêu chuẩn.
Không có sự khác biệt trong ứng dụng lập trình – sự chuyển đổi giữa các lệnh G bù chi tiết hoàn toàn như trên trung tâm gia công đứng. Sự thay đổi duy nhất là trục Z sẽ lùi đến vị trí trông và sự phân độ bàn máy thường được lập trình giữa sự thay đổi bù chi tiết.
Hình 17.7 minh họa xác lập điển hình cho 4 bề mặt của chi tiết trong đó Z0 ở đỉnh của từng bề mặt đó. Số bề mặt tốt đa tương ứng số vị tríphân độ bàn mày. Trong các trường hợp đó, phương pháp lập trình là tương tự nhau nếu Z0 ở tâm của bàn phân độ, đây cũng là ứng dụng phổ biến (Chương 45).
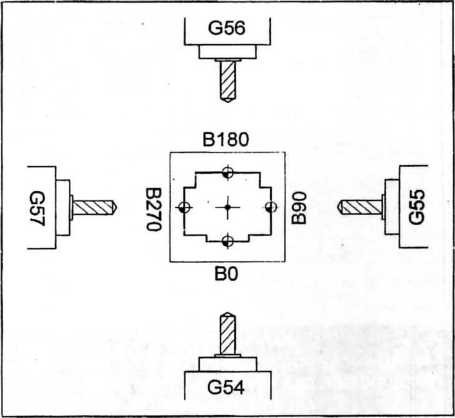
Hình 17.7. Ví dụ về bù chi tiết áp dụng cho trung tâm gia công ngang.




















{kind=link}