
Để đơn giản lập trình ,hệ fanuc cung cấp cho người dùng những chu trình lập sẵn để gia công lỗ ,tiếng anh gọi là các canned cycles.
Những chu trình này gồm những lệnh sau đây:
G73,G74,G76,G81,G82,G83,G84,G85,G86,G87,G88,G89,G80.
Nhìn chung một chu trình gia công lỗ gồm các công việc sau:

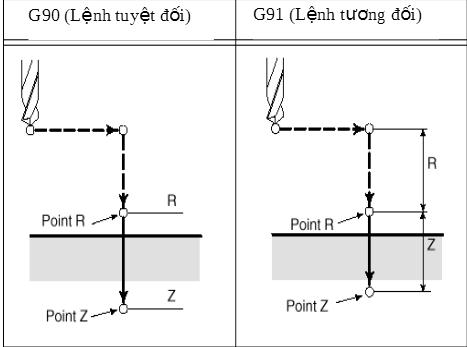
Cao độ R và Z có thể là tuyệt đối (nếu lập trình với G90) hay tương đối (nếu lập trình với G91).
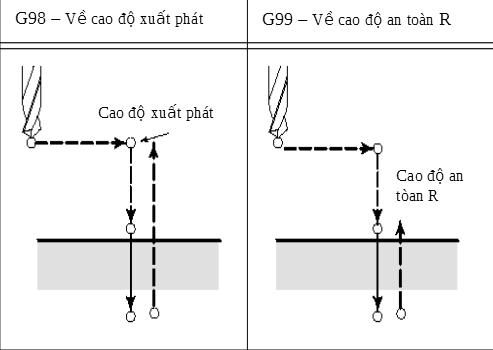
Việc lùi dao tới cao độ R hay cao độ xuất phát còn tùy theo việc dùng G99,G98.
Để khoan nhiều lỗ ,lệnh M3 phải có trước các chu trình gia công lỗ.
Không được có G0,G1,G2 và G3 trong các chu trình gia công lỗ.Nếu có chu trình gia công lỗ sẽ bị hủy.
Để hủy các chu trình lập trình sẵn dùng lệnh G80 hay một trong các lệnh G00,G2,G2,G3.
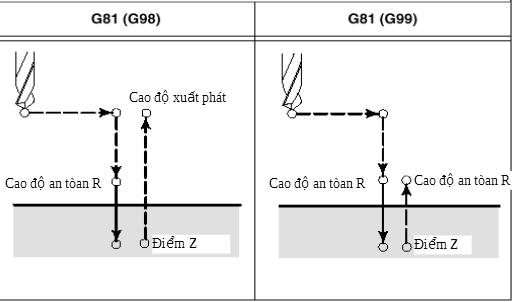
Chu trình khoan lỗ sâu G81.
G81X_Y_Z_R_F_K_
X_Y_ tọa độ của lỗ trong mặt phẳng X,Y trên cao độ xuất phát.
Z _cao độ Z điểm cuối của lỗ.
R_ cao độ an toàn.
F_ lượng chạy dao khi doa (mm/ph)
K số lần lập lại chu trình(phải đi kèm G91).Nếu không viết K hệ thống cho K=1.
Chu trình khoan lỗ có dừng G82.
G82X_Y_Z_R_F_P_
X_Y_: dữ liệu vị trí lỗ trong mặt phẳng XY trên cao độ xuất phát.
Z: cao độ Z điểm cuối của lỗ.
R: cao độ an toàn.
P: thời gia dừng ở đáy lỗ.
F: lương chạy dao khi doa ,tính bằng mm/ph.
K: số lần lặp lại chu trình (đi kèm G91).Nếu không viết K hệ thống cho vào K=1.




















{kind=link}