
Nguyên nhân mài mòn ở dụng cụ tiện dẫn đến sự tác động mài mòn khác nhau (Hình 4).
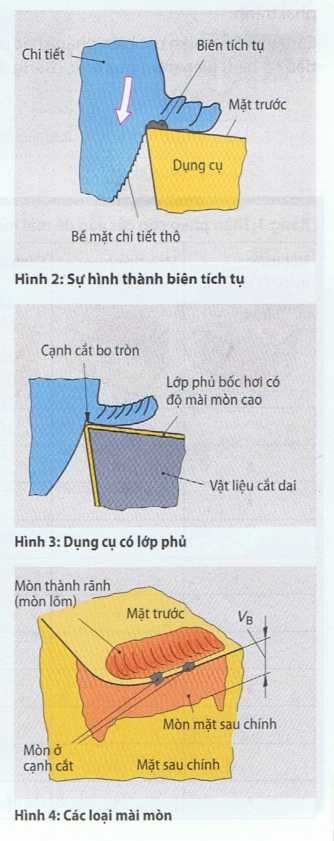
Mài mòn ở mặt trước được đánh dấu qua qua bề rộng vết ăn mòn V. Nó ảnh hưởng đến kích thước chính xác, độ bóng bề mặt của chi tiết gia công và dẫn đến nhiệt độ cao ở mũi dao và lực cắt tăng lên.Mài mòn thành rãnh (mòn lõm) gây ra qua khuếch tán và cọ sát cơ học. Mặt trước bị rỗng hình lòng máng. Do đó cạnh cắt yếu và có phát sinh nguy cơ bị vỡ. Sự mòn thành rãnh (mòn lõm) dẫn đến biến dạng phoi rất lớn và qua đó lực cắt cũng tăng.
Mòn cạnh và vỡ mẻ cạnh cắt có thể xảy ra qua cắt gián đoạn và tác động trên độ bóng bề mặt của chi tiết và trên mặt cắt. Nó có thể dẫn đến vỡ cạnh cắt. Cạnh cắt bể (cạnh cắt vỡ) có thể xảy ra khi vật liệu cất quá giòn và không đáp ứng được đòi hỏi của gia công. Dù có hiện tượng mòn mạnh mà chưa kịp thay thế thì mảnh cắt cũng có thể bị bể.
Để đánh giá và tối ưu hóa quy trình cắt gọt, dụng cụ bị mòn nên được kiểm tra qua kính lúp hay kính hiển vi (Hình 1).
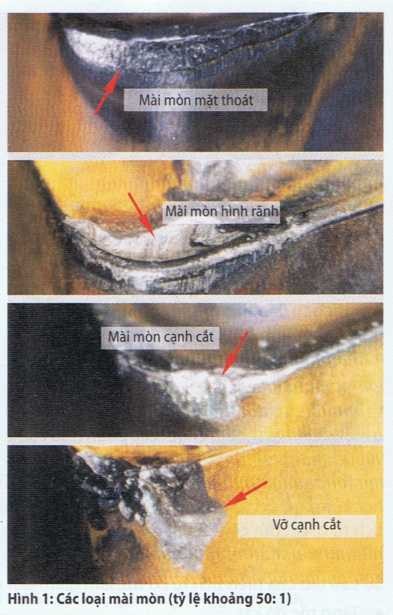
Tuy tiến trình mài mòn đều đặn là bình thường, nhưng mảnh cắt vỡ qua tác dụng mài mòn quá mạnh thì trong mọi trường hợp cũng cần phải tránh.
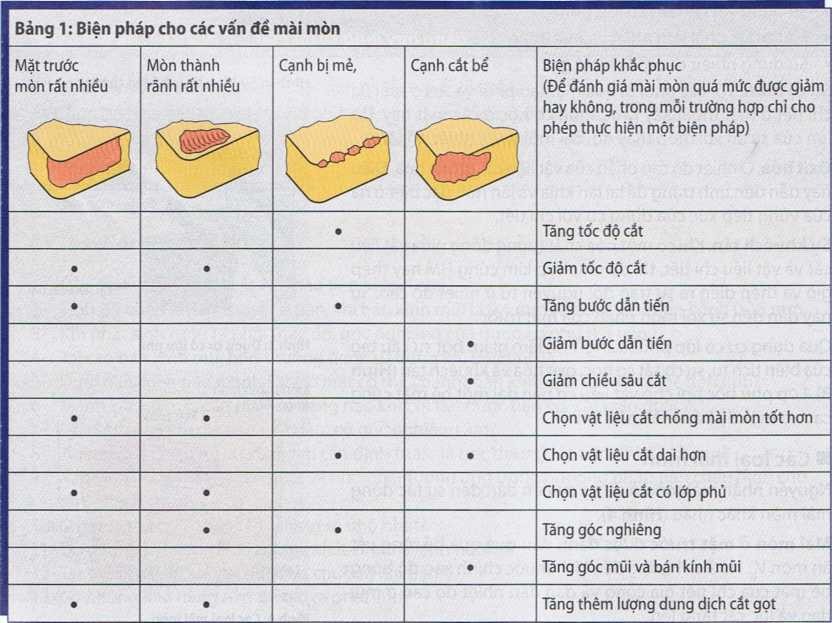
Cần phải thực hiện các biện pháp khắc phục khi dao tiện có biểu hiện mòn quá mức (Bảng 1).




















{kind=link}