
Người ta phân biệt cơ bản ba loại phoi: phoi vụn, phoi xếp và phoi dây (Hình 2).
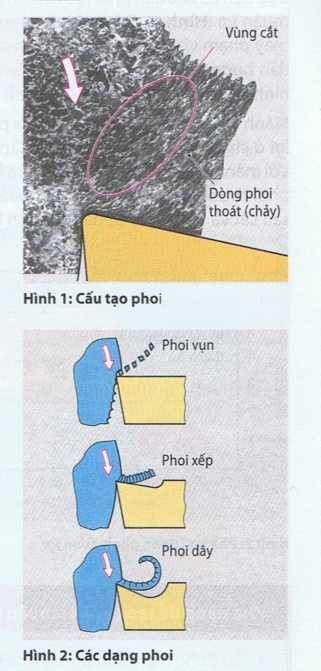
Phoi vụn phát sinh lúc tiện với nguyên liệu giòn, thí dụ như gang đúc, hợp kim đổng-kẽm và gang cứng. Góc mũi dao nhỏ và tốc độ cắt thấp cũng thuận lợi cho sự hình thành phoi vụn. Từng mảnh phoi ở vật liệu bị kéo đút ra, qua đó hình thành bề mặt chi tiết thô. Phoi xếp tạo thành khi tiện các vật liệu dai, thí dụ như thép có độ bền kéo trung bình, với góc tạo phoi trung bình và tốc độ cắt thấp. Các phoi dạng tấm tách ra hàn dính lại với nhau một phẩn trong vùng cắt. Phoi xếp thường tạo thành phoi cuộn ngắn Phoi dây (phoi liên tục) phát sinh khi gia công tiện với vật liệu biến dạng dẻo tốt, đặc biệt là khi được chọn tốc độ cắt cao và góc tạo phoi lớn. Do quá trình cắt tiến hành đều đặn và không có lực cắt biến động lớn vì thế thường đạt độ bóng bề mặt cao.
Để sản xuất chi tiết có độ bóng bề mặt tốt, lúc tiện phải cố gắng đạt được cấu tạo của phoi dây.





















{kind=link}