
1/ Taro ren là gì?
Taro ren là sự gia công thông dụng thứ hai sau nguyên công khoan lỗ trên trung tâm gia công CNC. Tarô trên máy phay CNC hoặc trung tâm gia công thường sử dụng hai chu kỳ cố định khả dụng để lập trình trên-hầu hết các hệ điều khiển. Chúng là chu kỳ G84 đế tarô ren thuận (R/H) và chu kỳ G74 để tarô ren ngược (L/H):
| G84 | Tarô thuận – ren theo chiều tay phải với chuyển động trục chính M03 |
| G74 | Tarô ngược – ren theo chiều tay trái với chuyển động trục chính M04 |
Ví dụ dưới đây minh họa sự lập trình tarô một lỗ, tương tự các chu kỳ cố định khác. Mọi chuyển động dụng cụ cắt, kể cả dừng trục chính và đảo chiều ở đáy lỗ, đều trong chu kỳ cô định.
…
N64 G90 G54 G00 X3.5 Y7.125 S600 M03 T06
N65 G43 Z1.0 H05 M08
N66 G99 G84 R0.4 Z-0.84 F30.0
N67 G80 . . .
Kích cỡ mũi tarô cần dùng là bao nhiêu? Trong ví dụ này, cỡ tarô là tiêu chuẩn, 20TPI (20 ren/inch), và phần cán. Không cần các tọa độ XY trong chu kỳ G84 do vị trí dao hiện hành đà được thiết lập trong block N64. Mức R thông dụng là vị trí bắt đầu ren và chiều sâu Z là chiều sâu tuyệt đối của phần ren. Địa chỉ cuối cùng trong block này là tốc độ cắt tính theo in/min, được lập trình với địa chỉ F.
Bạn hãy lưu ý mức R 0.4 có giá trị hơi cao hơn giá trị thường dùng để khoan, chuôt, và các nguyên công tương tự. Ngoài ra, tốc độ cắt được lập trình có vẻ quá cao. Thực tế cả hai đều đúng và được chọn một cách cố ỷ.
Khoảng hở lớn đốì với mức R cho phép tăng tốc độ cắt từ 0 đến 30 in/min ở bên ngoài lỗ. Khi mũi tarô tiếp xúc với chi tiết, tốc độ cắt phải đạt giá trị lập trình, không được thấp han. Nguyên tắc là lập trình khoảng hở để tarô từ hai đến bốn lần khoảng hở bình thường. Khoảng hở này sẽ bảo đảm tốc độ cắt đạt hiệu quả hoàn toàn khi thực sự bắt đầu tarô ren. Bạn có thể thử dùng với giá trị hơi nhỏ để tăng hiệu quả cho chương trình. Phương pháp thứ hai là gấp đôi, gấp ba, hoặc gấp bốn bước của mãi taro và dùng giá trị này làm khoảng hơ phía trên mũi tarô. Mục đích của khoảng hở này luôn luôn nhằm loại bỏ vấn đề tốc độ cắt liên quan đến sự tăng tốc độ chuyển động.
Vấn đề kế tiếp là tốc độ cắt tương đối cao 30 in/min (F30.0) cũng đã được tính toán cẩn thận. Tốc độ bất kỳ khi tarô đều phải đồng bộ với tốc độ trục chính – r/min được lập trình theo địa chỉ s. Bạn cần nhớ mũi tarô về cơ bản là dụng cụ tạo hình với hình dạng và cỡ ren xác định. Phần kế tiếp sẽ giải thích chi tiết quan hệ giữa tốc độ trục chính và tốc độ cắt. Tốc độ cắt F trong chương trình được tính bằng cách nhân số đầu mối ren với tốc độ trục chính theo r/min: F = 1/20 TPI x 600 r/min = 30.0 in/min
Cách tính toán thứ hai là chia tốc độ trục chính (r/min) cho số ren/inch (TPI): F = 600 r/m/20 TPI = 30.0 in/min
Chất lượng lỗ được tarô cũng rất quan trọng, ngoài việc lựa chọn tốc độ trục chính và tốc độ cắt, còn có các yếu tố khác. Vật liệu của mũi tarô, lớp tráng phủ, dạng hình học, khoảng hở rãnh thoát phoi, đường cong Xoắn, kiểu vạt góc ban đầu, vật liệu được cắt gọt, cán tarô, tất cá đều ảnh hưởng đến chất lượng lỗ ren. Đế có kết quả tarô ren tôi ưu, cần có cán tarô thích hợp trừ khi máy CNC hỗ trợ sự tarô chặt. Thiết kế cán tarô lỏng giúp cho mũi tarô “cảm nhận”,’ tương tự cảm giác của bạn khi tarô bằng tay. Cán tarô lỏng thường được gọi là cán kéo-nén và ứng dụng như nhau cho cả trên máy phay và tiện. Kiểu cán này cho phép mũi tarồ kéo ra hoặc đẩy vào trong khoảng xác định. Sự khác biệt duy nhất là phương pháp gá lắp dụng cụ cắt (định hướng của tarô) trong máy (đứng hoặc ngang). Các cán tarô lỏng cao cấp còn có moment xoắn điều chỉnh được, có thể thay đổi cảm giác cua mũi tarỏ thậm chí cả khoảng kéo và nén.
Các ứng dụng tarô ren trên máy tiện CNC tương tự như trên trung tâm gia công. Không cần chu kỳ tarô ren đặc biệt trên bộ điều khiển máy tiện, nhưng mồi chi tiết chỉ có thể sử dụng một kích cỡ mũi tarô. Từng chuyển động tarô được lập trình với lệnh G32 và phương pháp block – block.
Taro ren trên máy tiện CNC tuy hơi khácnhưng không khó hơn tarô trên trung tâm gia công. Do không sử dụng chu kỳ cố định, nhà lập trình có thể phạm vài sai sót. Chương này sử dụng các ví dụ về tarô trên máy tiện CNC đến chiều sâu thích hợp.
2/ Kiểm tra trước khi taro ren
Khi lập trình nguyên công tàrô ren, cần bảo đảm dữ liệu chương trình phản ánh các điều kiện gia công thực tế. Chúng có thể khác nhau giữa các chế độ gá lắp, nhưng đa số đều như nhau đối với nguyên công tarô ren bất kỳ trên kiểu máy CNC bất kỳ. Dưới đây là danh mục tóm tắt các yếu tổ’ có quan hệ trực tiếp với các nguyên công tarô ren trong lập trình CNC.
- Mép cắt tarô (sắc và được mài chuẩn xác).
- Thiết kế mũi tarô (phù hợp với lỗ dược tarô ren).
- Sự thẳng hàng mũi tarô (thẳng hàng với lỗ được tarô).
- Tốc dộ trục chính lắp tarô(phù hợp với các điều kiện cắt gọt).
- Tốc độ tarô ren (theo quan hệ với bước ren tarô và tốc độ trục chính của máy).
- Gá lắp chi tiết (bảo đảm độ cứng vững cao).
- Lỗ khoan phải được gia công trước một cách chính xác (cỡ mũi khoan lỗ để tarô ren là rất quan trọng).
- Khoảng hở từ vị trí bắt đầu tarô (đủ để tăng tốc độ quay mũi tarô).
- Lựa chọn chất làm nguội.
- Khoảng hở dưới đáy lỗ(phải bảo đảm chiều sâu phần ren).
- Điều chỉnh moment quay của cán tarô (dễ cắt gọt).
- Tính toàn vẹn của chương trình (không có lỗi).
Nhiều thiết kế cán tarô có các yêu cầu riêng, có thể có hoặc không ảnh hưởng đến phương pháp lập trình.
Với các máy CNC hiện đại, phương pháp tarô chặt ngày càng phổ biến. Hầu như không cần cán tarô đặc biệt, chẳng hạn cán dao phay mặt đầu kiểu kéo-nén hoặc mâm cặp đặc biệt, do đó tiết kiệm chi phí cán tarô. Tuy nhiền, máy CNC và hệ điều khiển phải hỗ trợ tính năng tarô chặt. Để lập trình tarô chặt, cần sử dụng mã M đặc biệt, ghi rõ trong tài liệu kèm theo máy.
Chế độ taro chặt phải dược máy CNC hỗ trợ để sử dụng trong chương trình.
3/ Mũi taro ren
Hiện có nhiều kiểu thiết kế mũi tarô được dùng trong các ứng dụng lập trình CNC khác nhau. Đối với lập trình CNC, chỉ các cơ sở cốt lõi của dạng hình học mũi tarô là quan trọng.
Có hai vấn đề trong thiết kế mũi tarô ảnh hưởng trực tiếp đến lập trình và các giá trị nhập:
- Dạng hình học rãnh thoát phoi của mũi tarô.
- Dạng hình học vạt góc đầu mũi tarô.
3.1/ Dạng hình học rãnh thoát phoi
Dạng hình học rãnh thoát phoi của mũi tarô thường dùng các thuật ngữ “Xoắn thấp”, “Xoắn cao”, hoặc “rãnh Xoắn”.về cơ bản, các thuật ngữ đó xác định cách thức mài các lưỡi cắt ren trên thân tarô. Khi lập trình nguyên công tarồ ren, tính hiệu quả của dạng hình học rãnh Xoắn quan hệ chặt chẽ với tốc độ trụe chính. Sự thực nghiệm với tốc độ cắt bị giới hạn theo bước ren, nhưng sự lựa chọn tcíc độ trục chính tương đối rộng. Vật liệu của chi tiết và dạng hình học rãnh Xoắn của mũi tarồ đều tác động đến tốc độ trục chính của máy. Do hầu như mọi thiết kế dụng cụ cắt (không riêng cho’mũi tarô) đều là kết quả của nhiều yếu tố, không thể nói một chiều “hãy dùng dụng cụ này” hoặc “dụng cụ kia” cho lập trình CNC. Bạn cần nhớ mọi mũi tarô đều có chung một số đặc tính.
3.2/ Dạng hình học vạt góc
Dạng hình học vạt góc mũi tarô liên quan đến cấu hình ở đầu mũi tarồ. Đôi với lập trình CNC, phần quan trọng nhất của dạng hình học ở đầu mũi tarô là vạt góc đính tarô.
Để lập trình gia công lỗ một cách chính xác, mũi ta rô phải được chọn theo các yêu cầu kỹ thuật của lỗ được tarô ren. Nếu tarô lồ cụt cần sử dụng mũi tarô khác với tarô lỗ suốt. Có ba kiểu mũi tarô, phân loại theo dạng hình học ở đầu mũi tarô:
- Ta rô đáy
- Ta rô thanh
- Ta rô côn
Khác biệt cơ bản giữa các mũi tarô là chiều dài phần vạt góc. Hình 25.23 minh họa các đặc tính của lỗ khoan ảnh hưởng đến chiều sâu lập trình của mũi tarồ được chọn.
Hình 25.23. Dạng hình học ỗ đầu mủi tarô.
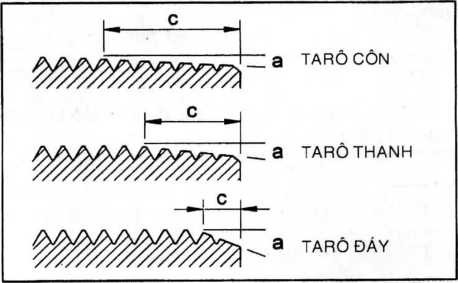
Chiều dài c của phần côn (vạt góc) mũi tarô được đo theo số ren. Sô ren của mũi tarô côn là 8-10, tarô thanh là 3-5, và tarô đáy là 1-1.5. Góc vát a cũng tùy theo kiểu tarô, 3-5° đối với mũi tarô cồn, 8-13° trên tarô thanh, và 25-35° trên tarô đáy.
Lồ cụt hầu như luôn luôn yêu cầu mũi tarô đáy, lỗ suốt sẽ đòi hỏi mũi tarô thanh trong hầu hết các trường hợp, còn tarô côn chỉ dùng trong một số trường hợp. Chiều dài c càng lớn, yêu cầu khoảng hở đáy của lồ khoan càng lớn.
3.3/ Tốc độ mũi tarô và tốc độ cắt
Quan hệ giữa tốc độ trục chỉnh của máy (r/min) và tốc độ cắt lập trình là cực kỳ quan trọng khi lập trình chuyển động cắt theo chế độ lượng ăn dao!thời gian. Chế độ lượng ăn dao Ithời gian được lập trình theo đơn vị Anh là in Imin và hệ mét là mm/mỉn. Chế độ này là điển hình đối với máy phay CNC và trung tâm gia công, hầu như mọi chế độ gia công đều sử dụng in/min hoặc mm/min. Đối với tarô ren, bạn hãy luôn luôn lập trình theo khoảng cách tuyến tính mũi tarô phải hành trình trong một vòng quay trục chính. Khoảng cách này luôn luôn tương đương với bước tarô (chỉ khi tarô ren), do mũi tarô thường chỉ dùng để cắt ren một đầu mối.
Khi sử dụng chế độ ăn dao theo vòng quay, chế độ điển hình trên máy tiện CNC, bước tarỏ luôn luôn tương đương với tốc độ cắt. Ví dụ, bước .050 yêu cầu tốc độ cắt .050 in/rev hoặc F0.05 trong chương trình.
Trên trung tâm gia công CNC, chê độ cắt luôn luôn là lượng ăn dao/thời gian, tính theo phút, tốc độ cắt này được xác định bằng một trong các công thức dưới đây:
Trong đó:
- Ft = Tốc độăn dao theo thời gian (phút)
- r/min = Tốc độ trục chính
- TPI = Số ren/inch
Công thức tương tự cũng đưa đến kết quả đồng nhất: Ft = r/min x Fr
Trong đó:
- Ft = Tốc độ ăn dao theo thời gian (phút)
- r/min = Tốc độ trục chính
- Fr = Tốc độ cắt/ vòng quay
Ví dụ, bước ren20TPI: 1/20 = .0500 inch và tốc độ cắt lập trình được xét theo tốc độ trục chính, ví dụ 450 r/min:
F = 450 x .05 = 22.5 = F22.5 (in/min)
Tarô ren hệ mét trên máy tiện cũng tương tự. Ví dụ, tarô bước ren 1.5mm sử dụng 500 r/min được lập trình với tốc độ cát 750 mm/min
F = 500 x 1.5 = 750.00 = F750.0 (mm/min)
Yếu tố chính đế tarô ren thành công là duy trì quan hệ giữa bước tarô và tốc độ trục chính. Nếu tốc độ trục chính thay đổi, lượng ăn dao/ thời gian (in/min hoặc mm/min) cũng phải thay đổi theo. Đối với nhiều cán tarô kiểu kéo- nén, sự điều chính giám tốc độ cắt khoảng 5% có thể đưa đến kết quả tốt hơn. Điều này là do sự kéo của cán tarô linh hoạt hơn so với lực nén.
Nếu tốc độ trục chính trong ví dụ nêu trên thay đổi từ S450 sang S550 (bước tarô không thay đổi, 20TPI), sự thay đổi tốc độ trục chính phải được phản ánh trong tốc độ cắt mới:
F = 550 X .05 = 27.50 = F 27.5 (in/min)
Trong chương trình, tốc độ cắt ren mới sẽ là:
F = 27.5 – 5%(27.5) = 26.125
Giá trị vận tốc cắt thực có thể là F26.1 hoặc thậm chí F26.0. Có thể dễ dàng thay đổi tốc độ trục chính của dụng cụ cắt trong chương trình, hoặc trực tiếp trên máy CNC, nhưng sau đó lại quên chỉnh sửa tốc độ cắt cho mũi tarô. Sai lầm này có thể xảy ra trong khi chuẩn bị chương trình ở văn phòng hoặc tối ưu hóa chương trình trên máy. Nếu thay đổi là nhỏ, có thể không xảy ra hư hại. Nếu tốc độ trục chính thay đổi quá lớn, mũi tarô có thể bị gãy trong chi tiết.
3.4/ Taro ren ống
Các tarô ren ông có cấu trúc tương tự mũi tarô tiêu chuẩn. Chúng thuộc hai nhóm:
- Tarô côn NPT vàAPI
- Taro thẳng (song song) NPS
Kích cỡ danh định của chúng, không phải là kích cỡ tarô mà là kích cỡ cưa phần nôì ống. Độ côn ống (NPT) theo Tiêu chuẩn Quốc gia Mỹ có tỷ số côn 1/16, nghĩa là 3/4 inch/foot (1.78991061° mỗi phía) và vát mũi tarô là 2 đến 3 ren
Lập trình tarô ống cũng tuân theo các nguyên tắc như tarô tiêu chuẩn. Khó khãn duy nhất là tính toán vị trí chiều sâu Z một cách hợp lý dù có thể không hoàn toàn chính xác. Chiều sâu cuối cùng có thể phải qua thí nghiệm với cán tarô và vật liệu cụ thể.
Cỡ mũi khoan tarô thích hợp là rất quan trọng. Luôn luôn có sự khác biệt giữa lỗ khoan sau đó tarô (dùng cho mũi chuốt côn % inch/foot).
Bảng 25.3 liệt kê kích cỡ ren ống côn cho nhóm NPT, mũi khoan, dữ liệu này rất hữu ích cho lập trình CNC. Bảng 25.4 là cỡ ren ống thẳng (NPS) và mũi khoan tương ứng.
Bảng 25.3. Cd ren ống côn
| Nhóm NPT | Chỉ khoan | Chuốt | |||
| Cố ông | TPI | Mũikhoan | Cỡ thập phân | Mũikhoan | Cỡ thập phân |
| 1/16 | 27 | D | .2460 | 15/64 | .2344 |
| 1/8 | 27 | Q | .3320 | 21/64 | .3281 |
| 1/4 | 18 | 7/16 | .4375 | 27/64 | .4219 |
| 3/8 | 18 | 37/64 | .5781 | 9/16 | .5G25 |
| 1/2 | 14 | 45/64 | .7031 | 11/16 | .6875 |
| ì 3/4 | 14 | 29/32 | .90G2 | 57/64 | .8906 |
| 1.0 | 11-1/2 | 1-9/64 | 1.1406 | 1-1/8 | 1.1250 |
| 1-1/4 | 11-1/2 | 1-31/64 | 1.4844 | 1-15/32 | 1.4688 |
| 1-1/2 | 11-1/2 | 1-47/64 | 1.7344 | 1-23/32 | 1.7188 |
| 2.0 | 11-1/2 | 2-13/64 | 2.2031 | 2-3/16 | 2.1875 |
Bảng 25.4. Cỡ ren ổng thẳng
| Cỡ ông | TPI | Mũi khoan | Cỡ thập phân |
| 1/16 | 27 | 1/4 | .2500 |
| 1/8 | 27 | 11/32 | .3438 |
| 1/4 | 18 | 7/16 | .4375 |
| 3/8 | 18 | . 37/64 | .5781 |
| 1/2 | 14 | 23/32 | .7188 |
| 3/4 | 14 | 59/64 | .9219 |
| 1.0 | 11-1/2 | 1-5/32 | 1.1563 |
| 1-1/4 | -11-1/2 | 1-1/2 | 1.5000 |
| 1-1/2 | 11-1/2 | 1-3/4 | 1.7500 |
| 2.0 | 11-1/2 | 2-7/32 | 2.2188 |
Tốc độ cắt khi tarồ ren ống có cùng các quan hệ như tarô tiêu chuẩn
4/ Chu trình taro ren trong gia công CNC
4.1/ Taro ren tiêu chuẩn G84
Chuỗi thứ tự của chu kỳ G84 dựa trên sự quay trục chính bình thường ban đầu, chuyên biệt theo M03.
Tarô phải là ren phải để dùng cho chu kỳ G84 với sự quay trục chính H03 có hiệu lực.
| Bước | Chu kỳ G84 |
| 1 | Chuyển động nhanh đến vị trí XY |
| 2 | Chuyển động nhanh đến mức R |
| 3 | Chuyển động cắt gọt đến chiều sâu Z |
| 4 | Dừng quay trục chính |
| 5 | Trục chính quay ngược (M04) và cắt gọt lùi về mức R |
| 6 | Dừng quay trục chính |
| 7 | Trục chính quay bình thường (M03) và lùi về mức ban đẩu (với G98) hoặc vẫn giữ mức R (với G99) |
SỬ DỤNG CHU KỲ G84: Chỉ taro ren phải khi bắt đầu chu kỳ, sự quay trục chính bình thường (quay thuận) với lệnh M03 phải có hiệu lực
Hình 24.11. Chu kỳ G84 – chỉ dùng để tarô ren phải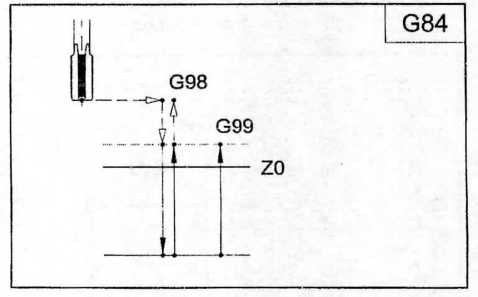
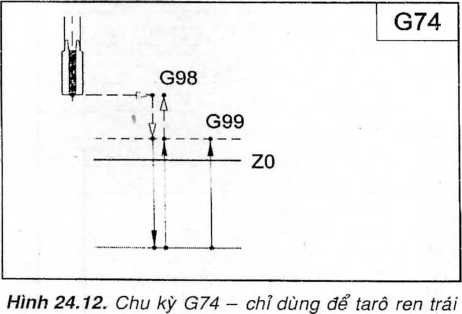
4.2/ Chu trình taro ren ngược
G98 (G99) G74 X.. Y.. R.. Z.. F..
Thứ tự của chu kỳ G74 dựa trên sự quay ngược ban đầu của trục chính – M04.
Tarô là loại ren trái để dùng trong chu kỳ G74 và sự quay trục chính M04 phải có hiệu lực.
| BƯỚC | Chu kỳ G74 |
| 1 | Chuyển động nhanh đến vị trí XY |
| 2 | Chuyển động nhanh đến mức R |
| 3 | Chuyển động cắt gọt đến chiều sâu Z |
| 4 | Dừng quay trục chính |
| 5 | Trục chính quay thuận (M03) và cắt gọt lùi về mức R |
SỬ DỤNG CHU KỲ G74: Chỉ tarô ren trái. Khi bắt đầu chu kỳ, sự quay trục chính là quay ngược, M04 phải có hiệu lực.
Phần dưới đây chỉ trình bày các vấn đề lập trình taro ren quan trọng nhất áp dụng cho cả chu kỳ G84 và G74.
- Mức R trong chu kỳ taro ren phải cao hơn so với trong các chu kỳ khác để đảm bảo sự ổn định ăn dao trong khi gia tốc.
- Lựa chọn tốc độ cắt cho taro rất quan trọng. Trong taro ren, có quan hệ trực tiếp giữa tốc độ trục chính và đầu mối ren, quan hệ này phải duy trì trong suốt quá trình gia công.
- Các công tắc Override trên bảng điều khiển dùng cho tốc độ trục chính và tốc độ cắt sẽ không có hiệu lực trong khi xử lý chu kỳ G84 hoặc G74.
- Chuyển động cắt ren (vào hoặc ra khỏi lỗ) sẽ hoàn tất kể cả khi nhấn phím duy trì ăn dao trong khi xử lý chu kỳ taro ren, vì các lý do an toàn.




















{kind=link}