
Cưa tay thường dùng là cưa cẩn. Lưỡi cưa phải được gắn vào khung cưa và để răng cưa đúng chiểu với chiểu đường cưa. (Hình 1).
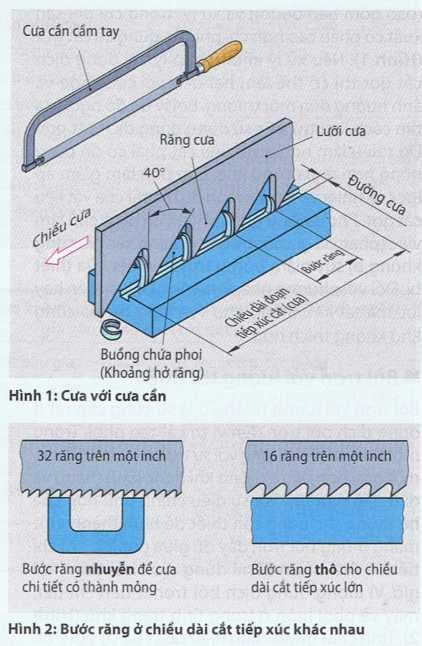
Bước răng là khoảng cách giữa răng này đến răng kia.Trên lưỡi cưa có cho biết số lượng răng trên chiều dài một inch để biết được bước răng. Để lưỡi cưa khi vận hành không bị vấp hay móc, luôn luôn phải có nhiều răng ăn tiếp xúc vào phôi. Chi tiết có thành mỏng và có mặt cắt rỗng thì dùng lưỡi cưa răng nhuyễn (Hình 2).
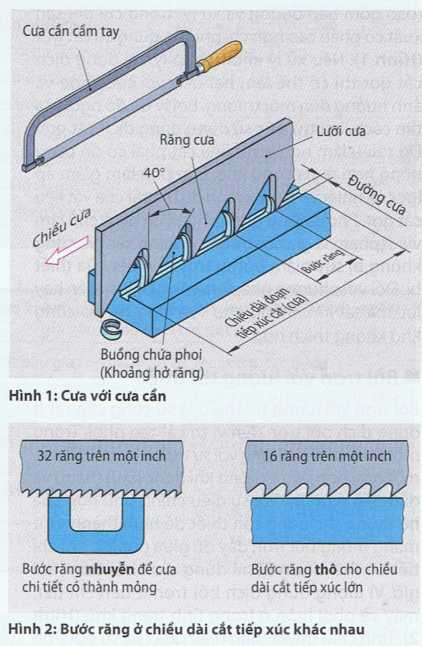
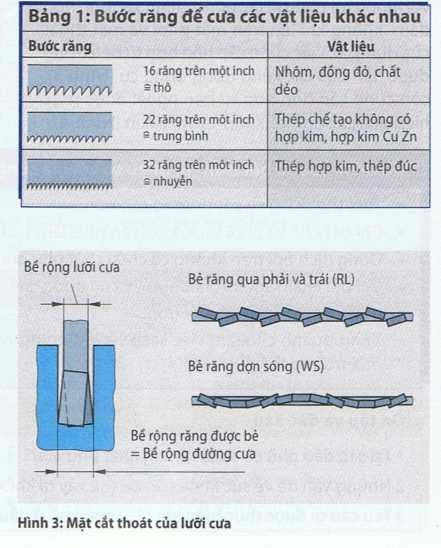
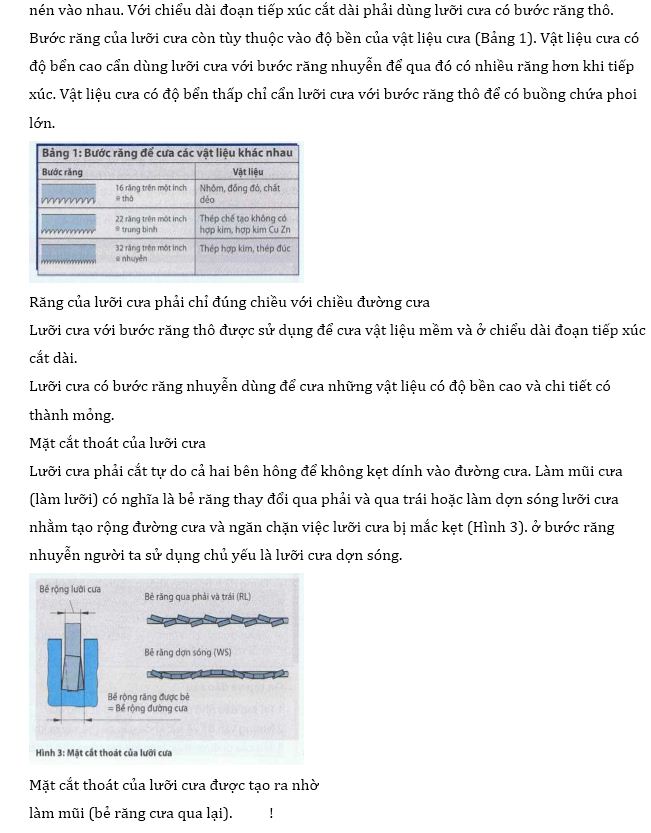
Khoảng hở răng phải tiếp nhận phoi xuất hiện trong gia công một cách dễ dàng, không bị nén vào nhau. Với chiều dài đoạn tiếp xúc cắt dài phải dùng lưỡi cưa có bước răng thô. Bước răng của lưỡi cưa còn tùy thuộc vào độ bền của vật liệu cưa (Bảng 1). Vật liệu cưa có độ bển cao cần dùng lưỡi cưa với bước răng nhuyễn để qua đó có nhiều răng hơn khi tiếp xúc. Vật liệu cưa có độ bền thấp chỉ cẩn lưỡi cưa với bước răng thô để có buồng chứa phoi lớn.
Quy tắc làm việc
Răng của lưỡi cưa phải chỉ đúng chiều với chiều đường cưa
Lười cưa với bước răng thô được sử dụng để cưa vật liệu mềm và ở chiều dài đoạn tiếp xúc cắt dài.
Lưỡi cưa có bước răng nhuyễn dùng để cưa những vật liệu có độ bển cao và chi tiết có thành mỏng.
Mặt cắt thoát của lưỡi cưa
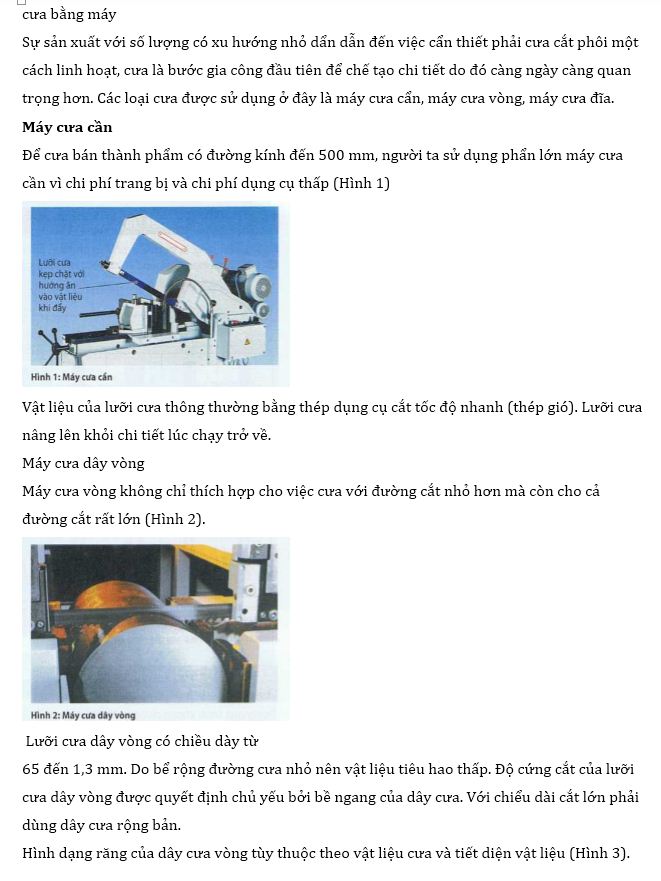
Lưỡi cưa phải cắt tự do cả hai bên hông để không kẹt dính vào đường cưa. Làm mũi cưa (làm lưỡi) có nghĩa là bẻ răng thay đổi qua phải và qua trái hoặc làm dợn sóng lưỡi cưa nhằm tạo rộng đường cưa và ngăn chặn việc lưỡi cưa bị mắc kẹt (Hình 3). ở bước răng nhuyễn người ta sử dụng chủ yếu ià lưỡi cưa dợn sóng.
Mặt cắt thoát của lưỡi cưa được tạo ra nhờ làm mũi (bẻ răng cưa qua lại).Cưa
Cưa là phương pháp gia công có phoi để cắt tách rời nguyên vật liệu dạng cây, dạng ống hay cưa đứt đường biên dạng và cắt đường rãnh.




















{kind=link}