
- Trình tự lắp ráp không phân nhánh và phân nhánh
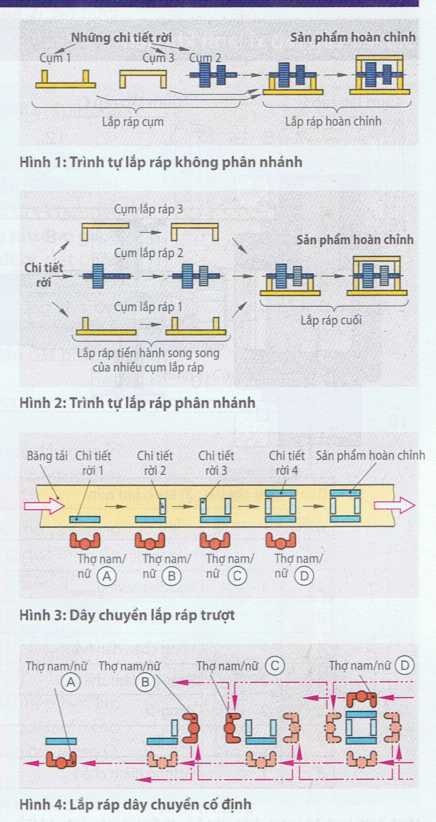
Ở trình tự lắp ráp không phân nhánh thì hoạt động lắp ráp được tiến hành kế tiếp nhau (Hình 1), còn ở phân nhánh được tiến hành song song (Hình 2).

- Lắp ráp dây chuyền
ở lắp ráp dây chuyển những nhóm thiết bị (cụm lắp ráp) hoặc máy hoàn chỉnh, thí dụ tại những băng tải hoặc đường treo, được lắp ráp trượt theo hoặc tại chỗ cố định. Nó được áp dụng cho sản xuất hàng loạt với số lượng lớn hơn. Ở dây chuyền lắp ráp trượt (Hình 3) các sản phẩm lắp ráp di chuyển ngang qua người thợ, thí dụ trong lắp ráp xe hơi ở giai đoạn cuối, ở lắp ráp dây chuyền cô định, sản phẩm được sản xuất hàng loạt thí dụ như máy phay. Tại đây người thợ di chuyển đến những vị trí lắp ráp riêng lẻ (Hình 4).
- Lắp ráp cố định
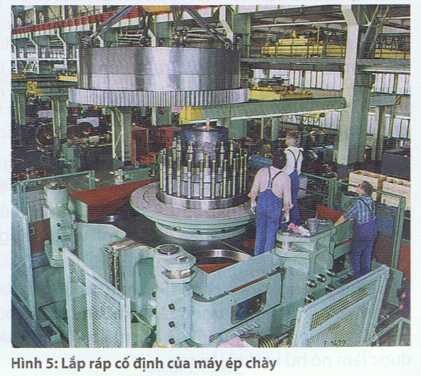
ở lắp ráp cố định việc lấp ráp được thực hiện tại một trạm cố định.Thí dụ máy công cụ lớn và máy ép lớn được lắp ráp tại trạm cố định (Hình 5). Ưu điểm là những phần nặng của máy không phải di chuyển trong khi iắp ráp. Khuyết điểm là chi tiết rời hoặc những nhóm thiết bị đã được lắp ráp trước cũng như đổ gá phải được vận chuyển đến trạm lắp ráp.
Nhóm lắp ráp
Thời gian sản xuất với lấp ráp dây chuyền ngắn hơn so với lắp ráp cố định, vì người thợ luôn luôn thực hiện công việc giống nhau với ít động tác xử lí. Vì thế để tránh đơn điệu trong quy trình lắp ráp, nhiều người thợ có thể liên kết thành nhóm lắp ráp. Nhóm này lắp ráp thí dụ nhóm thiết bị hoặc toàn bộ một cái máy.




















{kind=link}