
1/ Gia công bằng siêu âm là gì?
Gia công bằng siêu âm là truyền dao động vào vùng cắt dưới tần số siêu âm. Dao động này va đập vào hạt mài, hạt mài va đập vào vùng cắt tạo nên bề mặt cần gia công.
Siêu âm là sóng đàn hồi có tần số từ 20 kHz 4: 1 GHz, nhưng dùng để gia công chỉ với tần số từ 15:30 kHz. Máy siêu âm dùng để gia công các chi tiết chế tạo từ vật liệu cứng và dòn như thủy tinh, gốm sứ, đá, germani, hợp kim cứng, kim cương .v.v.
2/ Nguyên lý gia công
Gia công bằng siêu âm các vật thể rắn chủ yếu là ứng dụng tán sắc của siêu âm. Gia công bằng siêu âm các vật thể rắn thực chất là ứng dụng sự cọ sát cơ học của môi trường hai pha để tạo nên tác dụng gia công.
Giả thiết trong một môi trường chất lỏng tồn tại chất rắn có sợi xốp. Dưới tác dụng của sóng siêu âm có tần số trung bình, các phân tử của chất lỏng chuyển động theo đúng chuyển động của âm trường, còn phân tử chất sợi thì đứng yên. Sau đó do tác dụng cọ sát của chất lỏng, có những phân tử nhỏ rơi rụng từ các sợi vật thể rắn. Người ta có thể tăng cường tác dụng đổ bằng cách rắc thêm vào bột thạch anh mịn như là một pha thứ ba. Các bột thạch anh cứng, sắc cạnh, lơ lửng sẽ chuyển động theo âm trường, và chất lỏng với mức độ chuyển động nhiều hay ít tương ứng với kích thước của chúng. Trong quá trình chuyển động, chúng gọt giũa vật thể rắn.
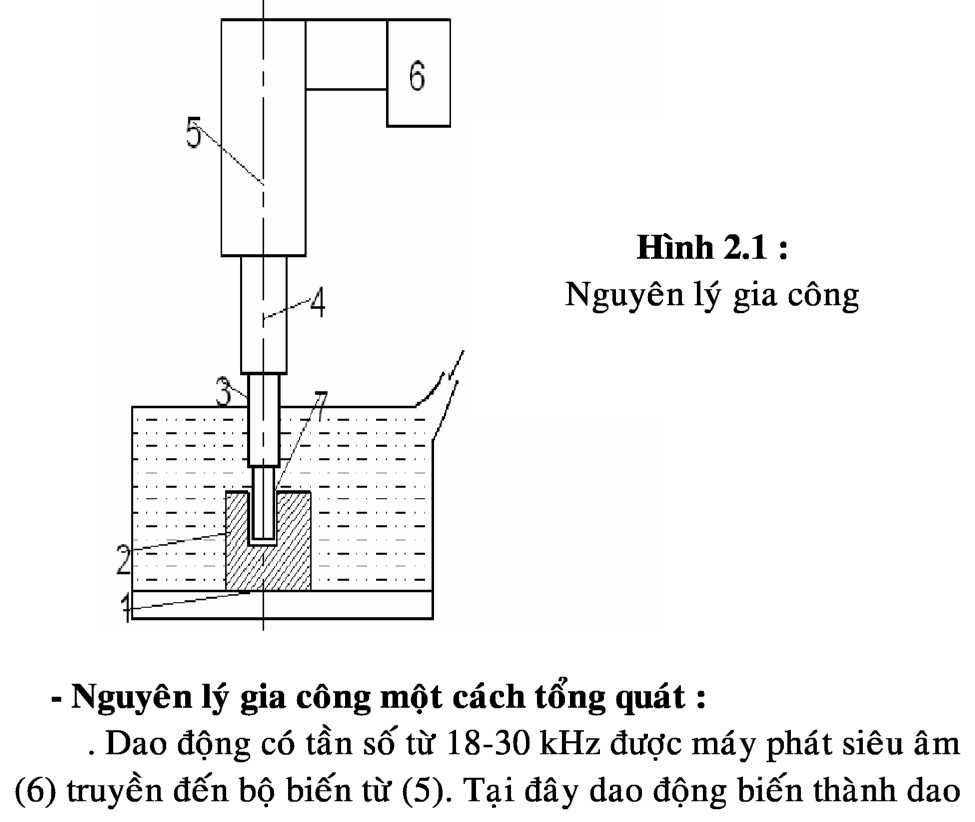
Nguyên lý gia công một cách tổng quát: Dao động cơ tần số từ 18 – 30kHz được máy phát siêu âm (6) truyền đến bộ biến từ (5). Tại đây dao động biến thành dao động cơ học, có cùng tần số,còn biên độ dao động trong khoảng 510 μm, để có thể nhận được biên độ dao động cần thiết cho việc gia công cần phải có thanh truyền (4) đặt sau bộ biến từ (5). Dụng cụ (3) có hình dạng theo yêu cầu gia công được lắp vào đầu của thanh truyền (4). Dung dịch hạt mài (7) được đưa vào vùng gia công ở phía đầu dụng cụ. Tổng hợp chuyển động (2) được gá đặt trên bàn máy (1) bàn máy có thể chuyển động theo hai phương thẳng đứng do đầu máy thực hiện
Khi chi tiết gia công cố định thì có thể gia công được lỗ thông hoặc lỗ không thông, lỗ định hình hoặc cong, cắt rãnh, cắt đứt . . . nếu cung cấp cho phôi hoặc dung dịch thêm một chuyển động phụ thì có thể thực hiện được các nguyên công phay, mài, tiện, cắt đứt, cắt riêng.
Để gia công bằng siêu âm, cần phải có máy phát siêu âm. Siêu âm được dẫn vào đầu biến từ để tạo nên các dao động cơ học có biên độ cần thiết. Thiết bị này làm việc trên cơ sở sự thay đổi chiều dài của một số kim loại (hiện tượng “co ngắn nhiễm từ”) như sắt, nikel, cobal và các hợp kim của chúng, dưới tác động của điện trường hoặc từ trường. Hiện tượng này được gọi là từ giảo và đầu biến từ là thành phần chính yếu trong máy gia công bằng siêu âm.
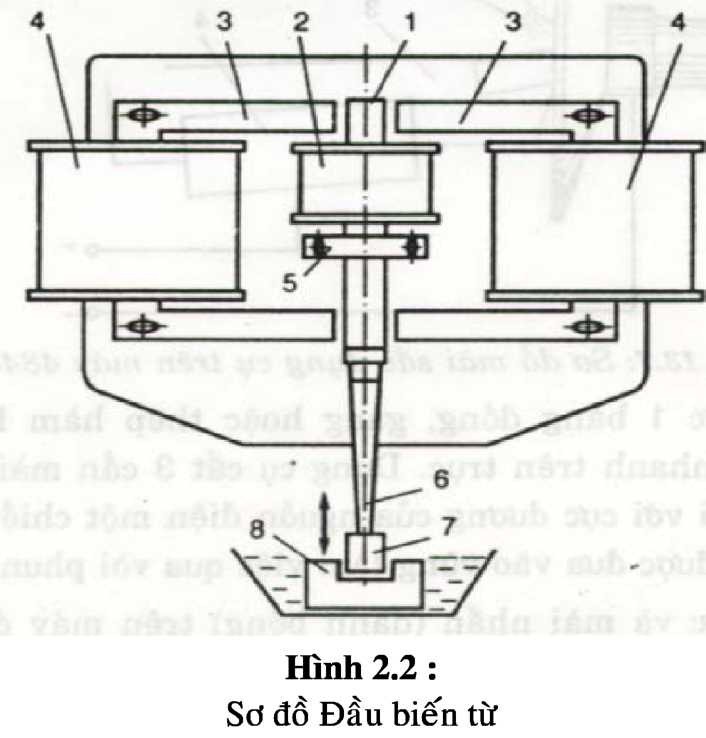
Nguyên lý làm việc của đầu biến từ được trình bày như hình bên dưới:
Dòng điện có tần số cao của máy phát siêu âm được đưa vào cuộn dây kích thích 2 tạo nên từ trường thay đổi có cùng tần số tác động vào lõi 1 của bộ rung động. Lõi 1 được chế tạo từ các tấm kim loại có tính từ giảo. Để sử dụng đặc tính từ giảo tốt hơn, ta tạo thêm một từ trường không đổi bằng hai cuộn dây từ hóa 4 lắp trên lõi từ 3. Dao động dọc xuất hiện do từ giảo trong bộ rung động có biên độ từ được truyền qua thanh truyền 6. Thanh này được lắp giữa hai vòng kẹp 5, làm nhiệm vụ khuếch đại biên độ dao động lên giá trị cần thiết là và truyền đến dụng cụ cắt 7 lắp ở cuối thanh truyền.
Dung dịch hạt mài được đưa vào giữa mặt dụng cụ cắt 7 và chi tiết gia công 8. Nó chuyển động với tần số cao, tạo nên va đập lấy đi lượng kim loại trên bề mặt chi tiếtể Hạt mài thường dùng là carbid bo, carbid silic, Corun, kim cương có cỡ loại từ 280-ỉ-400. Chất lỏng mang hạt mài có dạng huyền phù có thể là nước, dầu lửa, dầu công nghiệp. Dung dịch mài được đưa vào vùng gia công dưới dạng tưới. Trong trường hợp gia công lỗ sâu hơn 5mm, phải dùng dung dịch có áp suất đưa qua lỗ được hình thành bên trong dụng cụ hoặc chi tiết gia công. Vật liệu dụng cụ thường dùng là thép 45, 40Cr, Y8A, Y10A ,V.V. Khi gia công hợp kim cứng, năng suất có thể đạt 200 mm3lf; độ nhám 0,16<Ra<0,32 |uim, độ chính xác gia công
.
3/ Cơ sở lý thuyết
Nguồn âm là một vật đàn hồi, nói chính xác hơn là một môi trường đàn hồi có thể tạo ra và truyền dao động vào môi trường tiếp xúc với nó.
Âm lượng là công suất âm tính trên đơn vị diện tích bề mặt (erg/s.cm2 = 10’7 w/cm2).
Áp suất âm là áp suất âm sinh ra trong môi trường do sự dao động âm (dyn/cm2= bar)ế
Cường độ âm là một thông số vật lý do âm lượng và áp suất xác định (phôn).
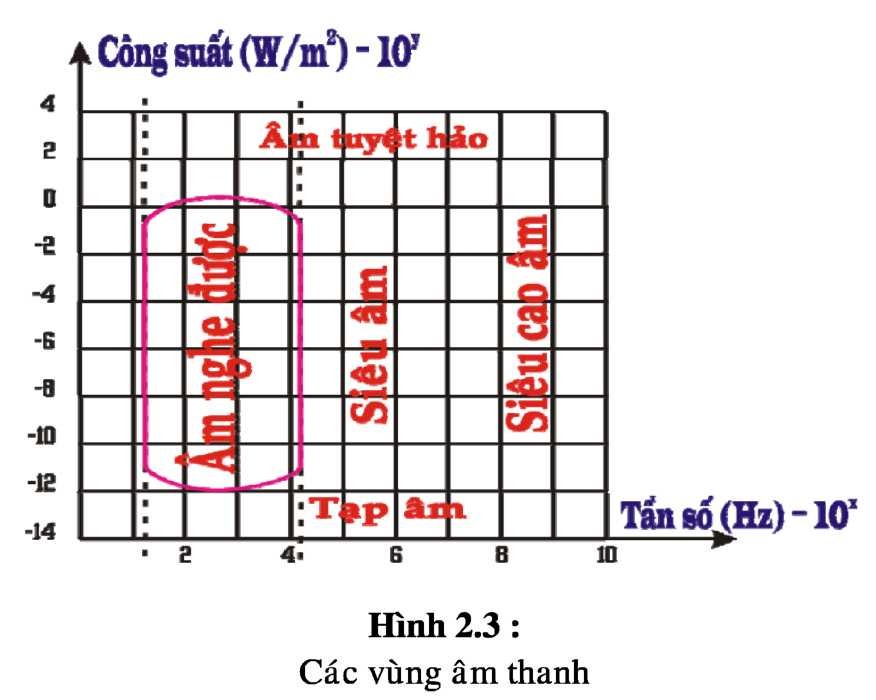
Âm nghe được có tần số từ 20 Hz đến 15 kHz. Âm có tần số dưới 20 Hz gọi là âm hồng ngoại. Âm có tần số trên 16 kHz gọi là siêu âm. Âm có cường độ trên 130 phôn gọi là siêu cao âm.
Nguồn phát dao động ở vùng siêu âm được khảo sát với tính cách là nguồn âm. Cơ chế kích thích dao động không ảnh hưởng đến xác suất xuất hiện của dao động, xác suất này chỉ phụ thuộc vào năng lượng nguồn âm và tính đàn hồi của môi trường dao động. Vì mọi nguồn âm đều có thể dùng để kích thích ra siêu âm, nếu âm lượng của nó giảm đến mức thích hợp. Ngày nay đối với nguồn phát âm cơ học, thay vì phải tạo tần số cao, người ta đòi hỏi nó phải cho âm lượng lớn, bởi vì trong vùng siêu cao âm việc gia công vật liệu tiến hành trong những điều kiện thuận lợi.
Các yêu cầu đốì với nguồn âm :
- Có khả năng hòa âm.
- Âm lượng có thể biến đổi.
- Ổn định.
- Khả năng phát sóng tốt.
- Có tần số thích hợp.
- Công suất lớn.
Trong kỹ thuật siêu âm, thông thường tác dụng vật lý của dòng điện được dùng để kích thích dao động. Qui trình thuận là biến dao động điện thành dao động cơ, còn qui trình nghịch thì biến dao động cơ thành dao động điện. Như vậy thiết bị chuyển đổi không những được sử dụng như nguồn âm, mà còn được sử dụng như một bộ thu âm.
Công việc quan trọng nhất là phải lựa chọn chính xác những nguyên lý và phương tiện để có thể làm ra bộ phát âm có hiệu suất cao, công suất lớn, có dãy tần số phát âm rộng. Chỉ có một ít bộ chuyển đổi dao động có thể thỏa mãn các yêu cầu trên.
Các thiết bị gia công sử dụng trong công nghệ chế tạo máy chủ yếu hoạt động với máy phát dùng từ giảo làm nguồn phát dao động, thỉnh thoảng dùng điện giảo. Do vậy dưới đây chỉ đề cập đến loại từ giảo.

Đó là hiện tượng mà một thanh hoặc một ống bằng vật liệu từ đặt trong từ trường song song với trục dọc của nó, thì chiều dài của nó bị biến đổi. Có thể xác định được sự biến đổi kích thước của vật sắt từ do tác dung của từ giảo bằng các biểu thức quan hệ với tính chất cơ học và từ tính.
Xuất phát từ 2 biểu thức về vật liệu từ dưới đây :
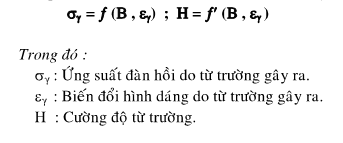
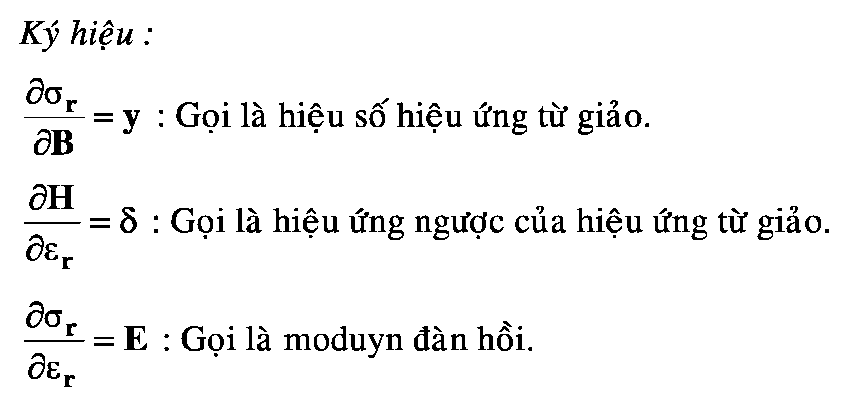
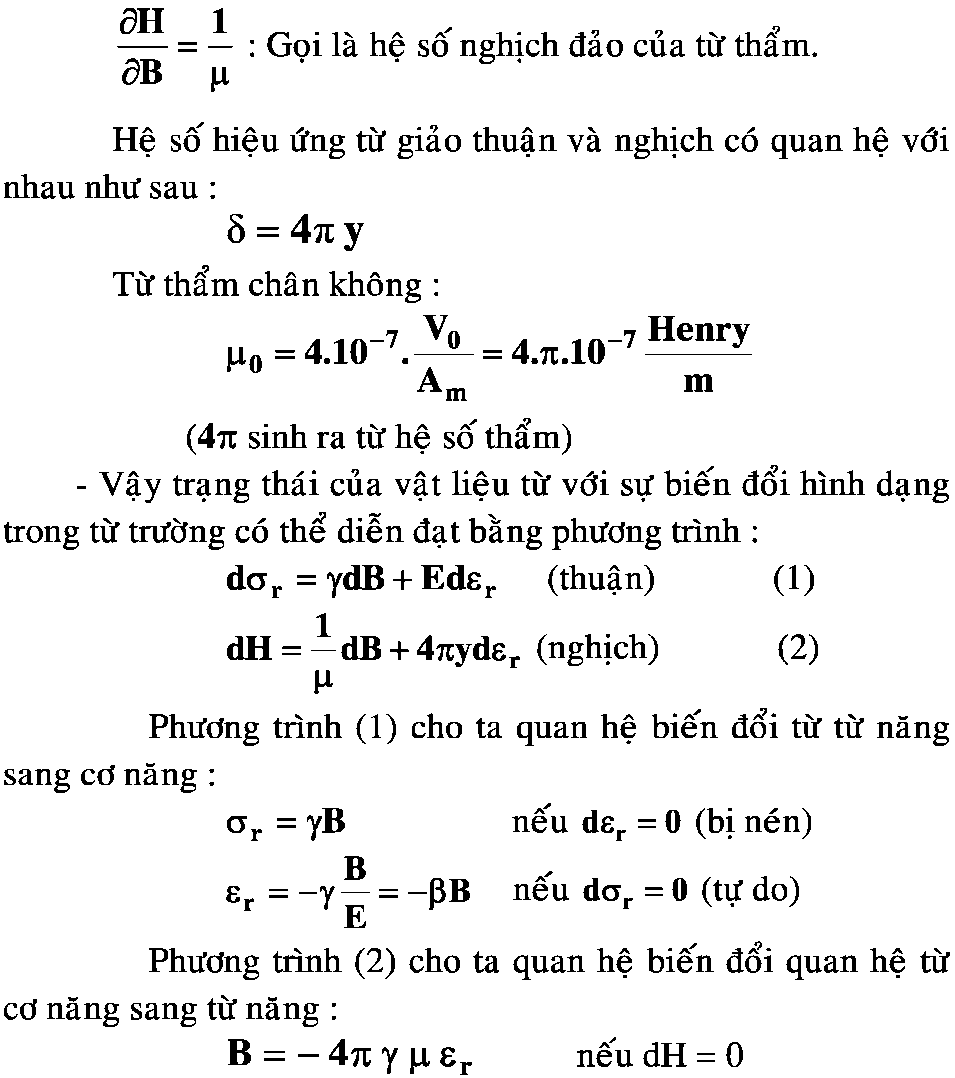
Độ biến đổi kích thước độc lập với hướng của từ trường chỉ phụ thuộc vào cường độ của từ trường, nhiệt độ trạng thái từ hoá ưước đó và chất lượng của vật liệu.
Độ biến đổi kích thước tương đối 8r có độ lớn 10’5-10’6 chỉ có thể ghi bằng phương pháp quang học (hình 2.4).
Hình 2.5 cho thấy độ biến đổi kích thước dọc tương đôi phụ thuộc như thế nào vào cường độ từ trường.
Trên hình vẽ trị số dương chỉ sự giãn dài, trị số âm chỉ sự co rút.
Hiệu ứng từ giảo không những gây nên biến đổi kích thước chiều dài, mà còn gây nên biến đổi thể tích với cường độ từ trường nhỏ, chỉ có biến đổi kích thước chiều dài, thông thường chúng ta lợi dụng hiện tượng này để tạo ra siêu âm.
Nếu đặt một thanh sắt từ vào trong ruột một cuộn dây có từ trường xoay chiều thì chiều dài của thanh sắt sẽ biến đổi với hai lần tần số. Có thể thấy điều đó, qua hiện tượng biến đổi kích thước độc lập với hướng của từ trường. Hiện tượng sẽ khác đi nếu ngoài từ trường xoay chiều còn có từ trường có từ trường một chiều mạnh – gọi là từ hoá đồng thời (vừa có từ hoá từ trường xoay chiều vừa có từ hoá với từ trường một chiều). Trong trường hợp này dòng điện không đổi chiều mà chỉ có biến đổi biên độ. Sự biến đổi kích thước dao động bằng với tần số của dòng điện.
Hình 2.5: Biến đổi chiều dài tương đôi và cường độ từ trường với những vật liệu có từ tính khác nhau.1 : 70% Co + 50% Fe
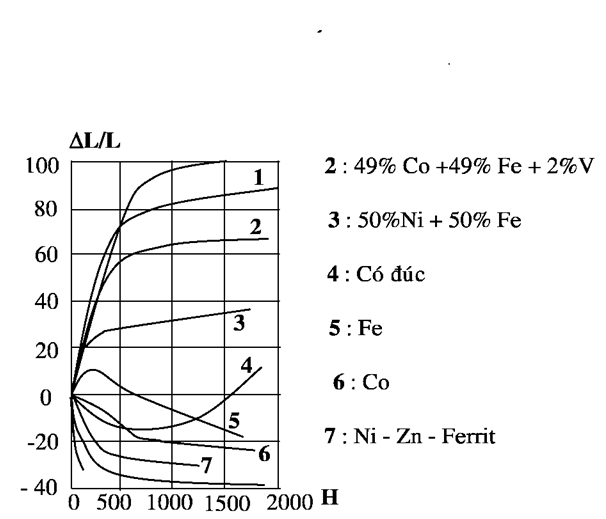
Một lợi khác của từ hoá đồng thời là có thể điều chỉnh nguồn phát âm sao cho từ trường tạo nên sự biến đổi kích thước lớn nhất. Cường độ từ trường tương ứng với đoạn có độ dốc lớn trên các đường cong.
Biến đổi chiều dài của thanh sắt từ sẽ là lớn nhất khi tần số dao động do sự biến đổi của cường độ từ trường gây ra bằng với tần số dao động riêng của thanh sắt từ (cộng hưởng).
Phần phát của thiết bị siêu âm từ giảo thường là bộ dao động bằng đèn điện tử. Trong thực tế tần số của loại đèn này ít khi đạt trên 100 kHz, nghĩa là bộ dao động điện tử làm việc trong phạm vi sóng dài. Trong giải sóng này làm thiết bị có công suất cỡ kw không khó khăn mấy. Dòng điện từ hoá một chiều có thể là dòng anod, hoặc lấy từ một nguồn điện riêng.
3.1/ Sự ăn mòn xâm thực
Nếu siêu âm được phóng qua chất lỏng, thì trong đó sẽ phát sinh áp lực cục bộ. Với âm lượng thích hợp thì có thể tạo nên sự biến đổi áp lực làm sinh nội ứng suất lớn đến mức làm mất đi sự liên kết giữa các phân tử của chất lỏng và làm cho chất lỏng bị phá hủy. Hiện tượng này có thể biết được khi thấy những bọt khí, được gọi là bọt khí xâm thực. Những bọt khí chỉ tồn tại trong thời gian ngắn. Khi chúng bị tan thì có áp lực cục bộ rất lớn, gần 1000 atm..
Người ta ứng dụng hiện tượng này để làm sạch các chi tiết, để đánh sạch rỉ, xúc tiến nhanh các quá tành hóa học. Hiện tượng này dù chưa phải là vai trò bao trùm, nhưng cũng có vai trò trong việc gia công cắt gọt bằng siêu âm.
3.2/ Tác dụng cơ học
Khi phân tích tác dụng của siêu âm đối với môi trường mang siêu âm, người ta liên tưởng đến quá trình cọ xát cơ học nào đó. Âm trường có thể kích thích dao động của những phần tử nhỏ, rắn trong môi trường, có trọng lượng riêng khác nhau và khác với môi trường. Những phần tử nhỏ này trong khi chuyển động, Với khối lượng quán tính riêng sẽ cọ xát với những phần tử lớn hơn đang đứng yên và sự cọ xát này làm nảy sinh ra tác dụng cọ xát đặc trưng bằng siêu âm (hình 2.6).
Trên hình 2.6 (a) có thể thấy trạng thái của những phân tử rắn nhỏ lơ lửng trong âm trường siêu âm. Tất cả các phân tử nhỏ này chuyển động đúng như âm lượng quy định. Vì vậy trên hình chụp tế vi ta thấy những vạch. Trên hình 2.6 (b) có
thể thấy lẫn lộn những phân tử nhỏ lẫn những phân tử lớn. Những phần tử nhỏ chuyển động giống như trường hợp trước, những phần tử lớn hơn thì không theo đúng hoàn toàn sự chuyển động của trường. Có duy nhất một phân tử có khối lượng lớn không chuyển động, điều đó thể hiện trên hình chụp tế vi một chấm tròn hoàn toàn.
Âm trường và sự chuyển động của những phần tử nhỏ lơ lững trong âm trường.
(a) Những phần tử nhỏ chuyển động theo âm trường.
(b) Những phần tử lớn hơn chuyển động chậm hơn.
Hiện tượng này luôn luôn có trong những hệ thông hai pha. Sự chuyển động tương đối giữa các phân tử cũng xảy ra cả khi những phân tử lơ lững do quán tính lớn không hoàn toàn theo kịp sự chuyển động của môi trường. Trong trường hợp này các phân tử cũng chuyển động đi lại do quán tính của chúng và trong quá trình đó chúng gây nên cọ xát.
Tùy theo tính chất, ma sát trong hai môi trường, kích cỡ của các phân tử nhỏ, sự đồng nhất về kích thước của các phân tử nhỏ, .v.v., mà sẽ có một nhóm các hiện tượng khác nhau, hệ quả của chúng là tạo ra sự hóa động, sự chuyển thể và sự phân tán do tác dụng của siêu âm (còn gọi là sự tán sắc).
4/ Thông số công nghệ của phương pháp
Các thông số công nghệ chủ yếu của gia công bằng phương pháp siêu âm là: năng suất, chất lượng bề mặt, độ chính xác gia công, độ mòn của dụng cụ. Trong các thông sô” nêu trên có một số thông số có liên quan với nhau và ảnh hưởng lẫn nhau.
4.1/ Tốc độ cắt
Tốc độ cắt trong gia công siếu âm được xác định bởi công thức sau :
![]()
Trong đó
- f : Tần số dao dao động (Hz)
- H : Độ cứng bề mặt (HBN)
- s : ứng suất dụng cụ (kg/mm2)
- R : Bán kính hạt (mm)
- y : Biên độ rung động (mm)
4.2/ Bước tiến gia công
Quá trình gia công bằng siêu âm là tách từng hạt vật liệu ra khỏi chi tiết gia công. Để thực hiện được quá tành đó, dụng cụ gia công cần phải có một bước tiến hành là s nào đó. Đại lượng s lại phụ thuộc vào nhiều yếu tố như cường độ siêu âm, tần số và biên độ dao động âm, vật liệu có kích thước Dh tích trữ năng lượng liên kết eik .
Thời gian gia công lớp vật liệu S là :
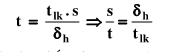
Vậy bước tiến gia công được thực hiện với một vận tốc nhất định là :
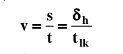
Ứng với mỗi vật liệu khác nhau, ta có eik khác nhau; giá trị của eỉk và Dh là cố định cho từng loại vật liệu, nên có thể tăng tốc độ gia công v bằng cách giảm thời gian. Do đó phải hiệu chỉnh tần số f, biên độ dao động A, cường độ siêu âm I, cũng như môi trường và hạt mài . . . sao cho đạt được năng lượng thích hợp.
4.3/ Dung dịch và hạt mài
Cũng là một vấn đề quan trọng vì nó tác nhân trực tiếp gia công vật liệu. Hạt mài thường dùng cacbit bo thì năng suất đạt cao nhất. Ngoài ra chất lỏng dạng huyền phù cũng rất quan trọng; có thể dùng chất lỏng là nước, dầu ma dut, dầu hoả, cồn, dầu máy, dầu gai. . . trong đó nước đạt đạt năng suất cao nhất. Dung dịch hạt mài có ảnh hưởng rất lớn đến độ chính xác và độ nhám bề mặt.
Bảng 2.1: Ảnh hưởng của dung dịch hạt mài đến độ chính xác và độ nhám bề mặt.
| Độ hatcacbit bo | Gia công thuỷ tỉnh Ra (|Lim) | Gia công hợp kim cứng Ra (mui) | ||
| N10 | 12,5 | 3,2 | 6,3 – 3,2 | 16-0.8 |
| N5 | 3,2 | 1,6 | 3,2 | 0,8 – 0,4 |
| N5 | 1,6 | 0,8 | 1,6 | 0,2 |
4.4/ Năng suất
Năng suất gia công siêu âm có thể được xác định bởi thông số sau:
- e : Tốc độ tiến dụng cụ (mm/phút)
- vd: Khối lượng vật liệu lấy đi trong 1 đơn vị thời gia
- v: Là một thông số được xác định trến cơ sở thể tích phôi trung bình.
Năng suất gia công còn phụ thuộc vào độ sâu gia công và mặt cắt ngang của dụng cụ. Vì vậy ngoài thông số Vd và e để đánh giá chính xác năng suất còn phải nêu rõ năng suất đó đạt được với độ sâu gia công bao nhiêu và dụng cụ có prô-phin mặt cắt gì.
Trường hợp gia công lỗ có đáy không sâu, tốc độ tiến dao trung bình (không kể đến việc nâng dụng cụ lên) là :
Năng suất trung bình là thể tích vật liệu được lấy đi trong đơn vị thời gian được tính trên diện tích làm việc của dụng cụ: Tỉ lệ mòn dụng cụ có thể được phân tích thành tỉ lệ mòn theo chiều dọc và tỉ lệ mòn theo chiều ngang tức độ côn bề mặt bị mòn đi do tác dụng của bột mài.
Năng suất gia công còn bị ảnh hưởng bởi các yếu tố sau:
- Biên độ và tần số dao động.
- Tính chất cơ lý của vật liệu cần gia công.
- Phụ tải tĩnh giữa dụng cụ và vật liệu cần gia công.
- Loại bột mài và nồng độ nhũ tương của bột mài.
- Cách cho nhũ tương vào bột mài.
- Tiết diện dụng cụ.
- Vật liệu làm dụng cụ và độ mòn của nó.
- Độ sâu của lỗ.

















{kind=link}