
1/ Gia công bằng laser trên máy phay là như thế nào?
Trong khi phay có thể đạt được một khối lượng phoi cắt cao thì gia công bằng tia laser thích hợp hơn để gia công hay sửa chữa lại biên dạng chính xác. Thế mạnh của phương pháp kết hợp phay-laser này ở chỗ chi tiết được trước phay phá và sau đó gia công lại hoàn chỉnh bằng tia laservới một lẩn kẹp (Hình bên dưới).

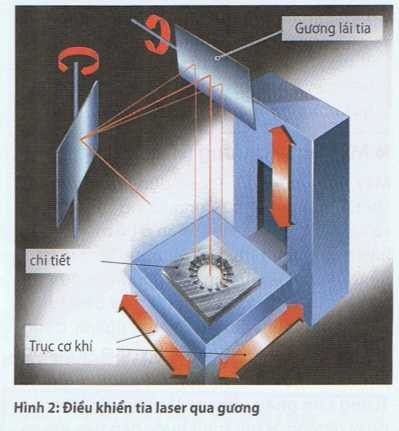
Ba trục cơ khí đưa chi tiết vào đúng vị trí đẩu laser cố định. Đẩu laser quang với gương khúc xạ cho phép xử lý chi tiết trong phạm vi thí dụ như: 70 X 70 mm mà không phải di chuyển. Gương khúcxạ chính xác cao tạo thành ba trục quang. Qua trục quang các tia laser có thể làm xói mòn chính xác vật liệu ở vị trí và góc mong muốn.
Tia laser làm xói mòn lớp nguyên liệu mỏng từ 1 đến um. Chi tiết chính xác và chi tiết khuôn có thể đạt được sai lệch kích thước và hình dạng ± 5%. Lớp loại bỏ càng mỏng chừng nào thì độ bóng bề mặt càng tốt hơn (R > 1|jm).Tia laser làm bốc hơi phẩn lớn vật liệu. Qua đó đạt một công suất ăn mòn từ 1 đến 25 mm/phút. Không cẩn thêm biện pháp bảo vệ vì máy có bao che toàn bộ.
1.1/ Phạm vi ứng dụng
Khuôn đúc xịt ép (khuôn đúc phun) và khuôn đúc áp lực và chi tiết với đường viển tinh xảo (đồ đan trang sức) (Hình bên dưới).

- Linh kiện vi điện tử và điện tử, thí dụ như: công tắc, cảm biến và các nổi đẩu cắm.
- Sản xuất đổ nữ trang và bộ đổ ăn (dao, muỗng, nĩa).
- Chế tạo mô hình chức năng hay tạo mẫu hàng loạt. Giống như gia công ăn xói mòn khuôn chìm (lỡ bàng tia lửa điện), gia công bằng tia laser chỉ loại bỏ ít vật liệu. Nhưng nhờ vậy phạm vi sử dụng của nó lớn hơn vi nó cũng có thể gia công gốm và vật liệu không dẫn điện khác.
Ưu điểm của gia công bằng tia laser đối với gia công ăn xói mòn khuôn chìm
- Gia công đường viền tinh với tia có đường kính từ 0,04 mm.
- Gia công trên tất cả các vật liệu, thí dụ như: gốm, hợp kim cứng, graphit, thép tôi cứng.
- Dụng cụ tia laser không bị mòn như điện cực trong gia công ăn xói mòn.
2/ Mài là gì?
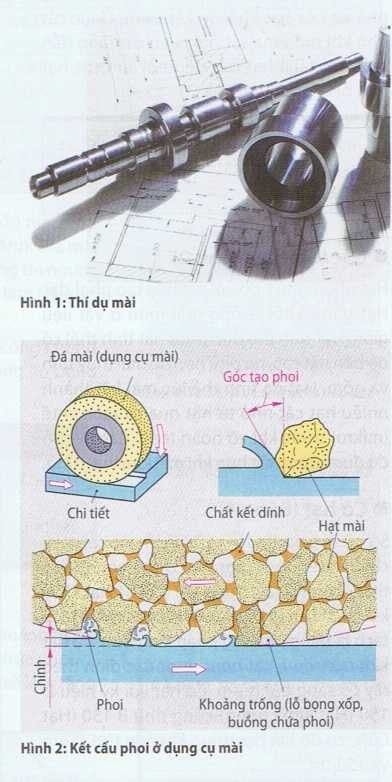
Mài là sự lấy phoi với hình học cắt không xác định, đây là một phương pháp sản xuất chi tiết với kích thước có dung sai nhỏ (hẹp), không thể sản xuất được bằng tiện và phay (Hình bên dưới).
Khả năng gia công tốt vật liệu cứng
- Kích thước và hình dạng chính xác cao (IT 5…Õ)
- Độ gợn sóng và độ nhấp nhô nhỏ (Rz= 1 …3 um)
- Dụng cụ mài quay gồm hạt mài, chất kết dính và các khoảng trống (lỗ bọng xốp) (Hình bên dưới).
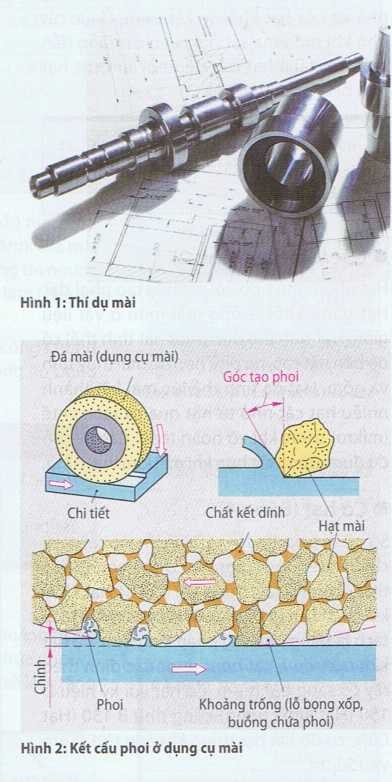
Tùy theo vị trí và hình dạng khác nhau của hạt mài, phần lớn góc thoát phụ (góc tạo phoi) âm và bề dày phoi cắt mỗi hạt không xác định được.




















{kind=link}