
Để tâm dao nằm cách đường lập trình một khoảng ,người ta thực hiện một công việc gọi là bù trừ bán kính dao,hay offset dao.
Việc offset dao có thể bên trái hay bên phải quỹ đạo lập trình
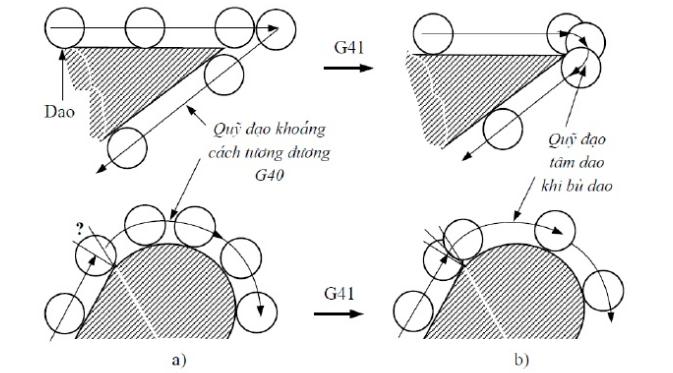
Để offset dao bên trái dùng G41.
Để offset dao bên phải dùng G42.
Để hủy offset dao bên phải hay bên trái dùng G40.
Trong thực tế của quá trình gia công, dao sẽ bị mài mòn dần và sẽ làm chokích thước của dao thay đổi và kết quả sẽ làm giảm độ chính xác gia công. Vì vậycần thiết phải có lượng bù bán kính dao để đảm bảo độ chính xác gia công theo yêucầu. Khi ta phay các rãnh bằng dao phay ngón hoặc khi ta sử dụng phương pháp lậpchương trình theo quỹ đạo khoảng cách tương đương thì khi đó có thể ta không sử dụng chương trình bù bán kính vì khi đó chính quỹ đạo chuyển động của lưỡi cắtchính là biên dạng bề mặt gia công .
Chú ý là trước khi gọi chức năng này, cần phải gọi chức năng G40 để huỷ bỏ các chức năng khác mà có thể đang tiếp tục tác dụng nhằm tránh các sai sót đángtiếc có thể xẩy ra. Chức năng này cùng với chức năng G42 thường chỉ gọi đến khithực hiện quá trình gia công, còn khi định vị nhanh dao hoặc khi dao lùi khỏi bề mặtgia công thì thường phải sử dụng chức năng G40.
G42: Bù bán kính khi dao phay nằm phía bên phải bề mặt gia công (Right-hand tool radius compensation).Chức năng này sẽ thông báo cho hệ điều khiển số xác định quỹ đạo dịchchuyển của tâm dao khi dao cắt phía bên phải của chi tiết. Các tính chất cũng tươngtự như chức năng G41.




















{kind=link}