
Hầu hết hộp sắt sử dụng mối ghép 5 lớp, sau khi ghép xong mối ghép có 5 lớp kimloại. Mối ghép phải bảo đảmđộ kín cần thiết không cho không khí và vi sinh vật từ bên ngoài xâm nhập vào trong hộp.
Ðể tạo được mối ghép kín, thân và nắp hộp sẽ được móc lại với nhau và ép chặt. Phía trong nắp có tráng một lớp chất dẻo, khi ghép có tác dụngnhưmột đệm làmkín. Nếu kimloại có độ đàn hồi thích hợp, và lực épđủ, phần kim loại của mối ghép sẽ ép chặt vào nhau giữa là lớp chất dẻo đệm, do đóbảo đảmđược độ kín cho hộp.
Nắp được tạo hình trước, miệng thân hộp cũng được bẻ cong ra phía ngoài trong quá trình gia công hộp. Thông thường
quá trình ghép được tiến hành qua 2 giaiđoạn:
Ghép sơ bộ: mối ghép được định hình nhưng chưa kín. Ðể tạo mối ghép sơ bộ dùng một con lăn ghép sơ bộchạy quanh miệng hộp. Trong khi lăn, do hình dạng miệng rãnh trên con lăn làmnắp hộp bịbẻ cong vào phía trong, móc vào thân hộp, định dạng cho mốighép.
Ghép kín: Sau khi ghép sơ bộ, sử dụng con lăn khác
|
HìnhV-17.Mốighép5lớp hoàn chỉnh
có dạng rãnh khác để ghép kín.
Domối ghép đã định hình, con lăn ghép kín chỉ ép
chặt các lớplại với nhau.
Hộp được đặt trên bệ nâng, các con lăn lúc đầu ởphía ngoài, sau đó con lăn vừa quay tròn quanh hộp và tiếngần hộp. Khi tiếp xúc nắp hộp thì các con lăn
tiến hành ghép sơ bộ sauđó ghép kín. Sau khi ghép kín, bệ nâng hạ xuống và hộp được lấy ra khỏi máy ghép. Quá trình con lăn chạy vào và ra do hệ thốngđiều khiển tự động. Có haiphương pháp ghép: con lăn quay, hộp đứng yên hoặc hộp quay, con lăn đứng yên.
|

HìnhV- 18.Mốighép sơ bộbìnhthường, mối ghépquá chặt và mốighép lỏng
Thông thường, người ta bố trí hệ thống con lăn ghép đều nhau quay quanh hộp, có thể gồmcả
con lăn ghép sơ bộ và ghép kín.
Nếu nắp làm bằng kimloại quá dày, con lăn không có khả năng ép chặt, mối ghép sẽ không kín. Nếu kimloại mỏngquá,bề mặt nắp bịnhăn lại do kimloại dãn, mối ghép hở ra, mối ghép sẽ không kín
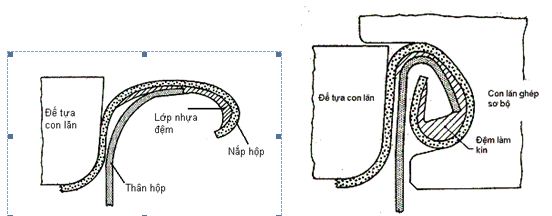
HìnhV-19. Nắp, thân hộpở vịtrítrênmáyghép(lúcchưa ghép) vàquá trình ghép sơ bộ
Một số trường hợp đặcbiệt, quá trình ghépđược tiến hành trong buồng kín với môi trường khí N2hoặc CO2để đuổi không khí ra. Thông thường, các trường hợp ghép nắp có bài khí sử dụng hơi nước đểđuổi không khí.
|
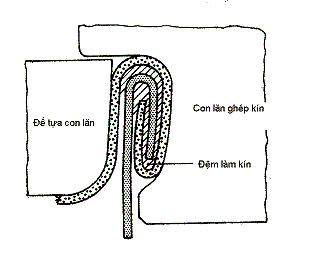
HìnhV-20.Quátrìnhghépkín
 HìnhV-21.Mặtcắt ngangmốighép HìnhV – 22.Độ chặt củamối ghép kép |
Bảng V- 1. Kích thướchộp và mối ghép
|
Tên kích thước |
Đường kính danh nghĩa hộp , (mm) | Kích thước, mm |
|
h1 |
202 (52) | 1,90 ± 0.20 |
| 207.5 – 401 (60 – 99) | 2,03 ± 0.20 | |
| 404 – 603 (105 – 153) | 2,08 ± 0.25 | |
|
c |
202 – 211 (52 – 65) |
1,65 min. |
| 300 – 401 (74 – 99) |
1,78 min. |
|
| 404 – 603 (105 – 153) |
1,90 min. |
|
|
g |
202 (52) |
0,89 min. |
| 207.5 – 303 (60 – 78) |
1,02 min. |
|
| 307 – 404 (83 – 105) |
1,14 min. |
|
| 502 – 603 (127 – 153) |
1,27 min. |
|
|
Độ chặt |
202 – 401 (52 – 99) |
70 – 100% |
| 404 -502 (105 – 127) |
80 – 100% |
|
| 603 (153) |
90 – 100% |




















{kind=link}