
Quá trình khoét (lã)
Dụng cụ khoét so với mũi khoan có một góc thoát nhỏ và một bể mặt thoát sau lớn hơn. Qua đó lưỡi khoét tựa trên bề mặt cắt và ngăn ngừa dấu dợn sóng.
Tốc độ cắt ở khoét nên được chọn bằng hay lớn hơn ở khoan. Bước dẫn tiến có thể nhỏ hơn 50 % so với khoan.
Dụng cụ khoét
Lưỡi khoét phẳng (mặt đẩu) sử dụng để khoét mặt đầu và khoét sâu mặt phẳng (Hình 1,Trang 122).
Lưỡi khoét côn để khoét định hình cho vít lã và đinh tán đầu lã và để vuốt ba Via lỗ khoan (Hình 1).

Góc đỉnh (nhọn) được chuẩn hóa, thí dụ như 60° cho vuốt ba Via, 75° cho đẩu đinh tán, 90° cho vít đẩu lã và 120° cho đinh tán thép lá. Lưỡi khoét côn và lưỡi khoét phẳng có chốt định hướng và chốt định hướng thay thế được (Hình 2).

Chốt định hướng dẫn dụng cụ trong lỗ khoan đã khoan trước. Chốt định hướng thay thế được khiến việc gia công dễ dàng vì không phải mài lại lưỡi khoét và có thể sử dụng cho nhiễu đường kính lỗ khoan khác nhau.
Với dụng cụ khoét bậc có thể thực hiện nhiều lỗ khoét với một công đoạn. Trong phạm vi vị trí tựa và mặt tựa bù long, điều cẩn thiết là phải lã phẳng song song hay lã phẳng sâu trong phạm vi ở trong. Gia công khoét ngược có thể sử dụng lưỡi khoét ngược (Hình 3). ở dụng cụ khoét với chỗ cổ định cho mảnh cắt ghép chặt, dụng cụ khoét này được đẩy xa hơn ra ngoài tâm của lỗ khoan để có thể chạy với đường kính lớn nhất vào trong lỗ khoan. Dụng cụ khoét được chế tạo bằng thép gió cũng như hợp kim cứng hoặc trang bị với mảnh cắt hợp kim cứng hay mảnh cắt hợp kim trở mặt.
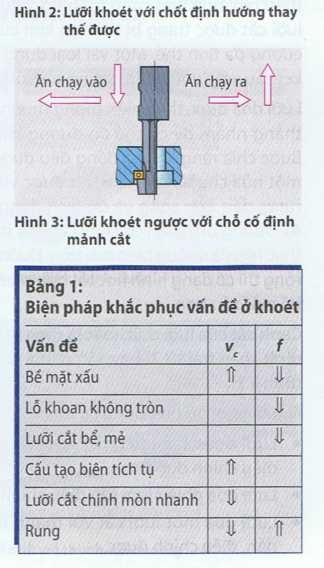
Các biện pháp giải quyết vấn đề xảy ra ở khoét
Biện pháp cho vấn đề xảy ra ở khoét là cẩn thiết, khi đặc tính chất lượng không đạt (Bảng D.Thí dụ như là lỗ khoét không tròn, bởi trục chính có độ rơ dọc trục và xuyên tâm hay lưỡi khoét mài sai.Tâm lỗ khoan và lỗ khoét không đồng tâm, như vậy là chốt định hướng ở lưỡi khoét quá nhỏ hay lỗ khoan trước quá lớn.




















{kind=link}