
Cùng động tác giữ đèn hàn và que hàn (đũa hàn) người ta có thể hàn qua trái (Hình 2) và hàn qua phải (Hình 3).
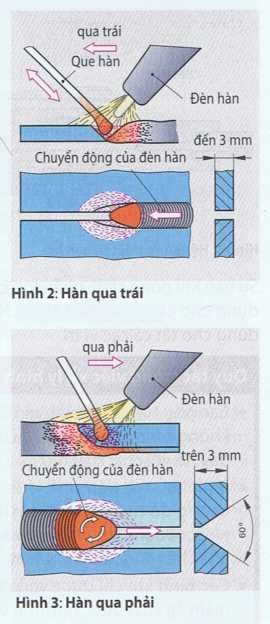
Hàn qua trái. Ngọn lửa chỉ theo hướng hàn (Hình 2), qua đó vũng hàn nằm ngoài vùng nhiệt độ cao nhất và có thể giữ nhỏ được. Điều này thuận lợi cho việc hàn thép lá mỏng. Ngoài ra nhờ vào việc nung nóng trước mối nối thông qua hướng ngọn lửa, cách hàn này cho phép đạt được tốc độ hàn cao hơn. Do vậy sự co ngót giảm. Que hàn chuyển động lên xuống được chảy lỏng trong vũng chảy dưới côn ngọn lửa.
Hàn qua phải. Ngọn lửa hướng về mối hàn đã được hàn. Vì thế việc làm nguội chậm và qua đó cải thiện được kết nối mối hàn. Lúc hàn, đèn hàn và côn ngọn lửa được giữ êm trên vũng hàn. Qua việc nhiệt được tập trung này ta có thể hàn được thép lá dày. Que hàn được chày lỏng trong vũng hàn với chuyển động vòng tròn trước côn ngọn lửa.
Phương pháp hàn qua trái được áp dụng cho hàn thép lá dày đến 3mm.Thép lá dày trên 3 mm được hàn theo phải.
Các que hàn ở hàn hơi là vật liệu bổ sung được chảy lỏng điền vào khe mối hàn. Que hàn cho kết cấu hàn của thép được chia thành nhóm 0 I (cho thép xây dựng không hợp kim) đến 0 V (cho thép hợp kim). Đặc tính của nó có thể tra cứu trong các sổ tay kỹ thuật.
Quy tắc làm việc cho hàn hơi
Phải mang kính bảo hộ, kính màu tối để bảo vệ. Khi hàn trong phòng nhỏ cẩn chú ý cung cấp mắt trước ánh lửa lóe sáng và tia hàn văng ra. không khí mới. Không được phépsửdụng oxy
cho mục đích này (nguy cơ cháy).




















{kind=link}