
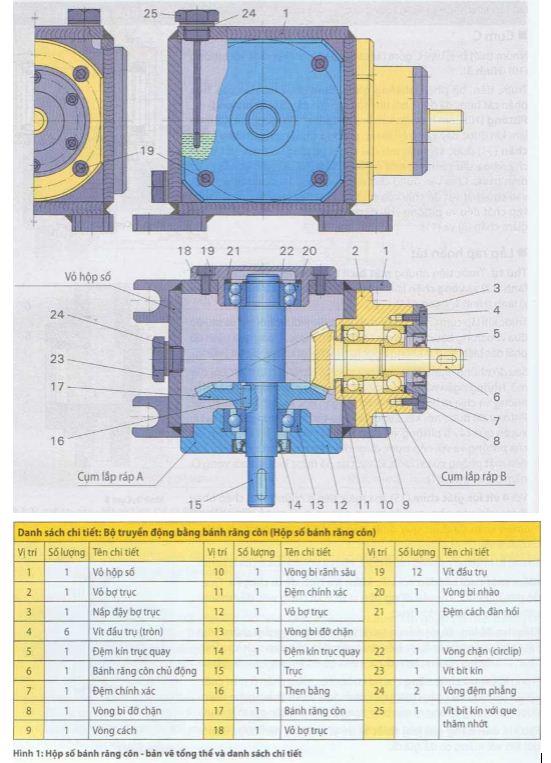
Hộp số bánh răng côn (Hình 1, trang 436) được lắp ráp thành 2 cụm hoàn chỉnh trước và sau đó ráp chung lại.
Quy tắc tổng quát về việc lắp ráp hộp số
- Đối với vỏ hộp số có mối hàn thì những mối hàn trong và ngoài vỏ hộp số phải được làm sạch.
- Những ba via do gia công để lại phải được loại bỏ, tất cả cạnh phải được làm cùn.
- Sau khi làm sạch mặt trong vỏ cần có sơn bảo vệ.
- Kích thước của trục và vỏ phải được kiểm tra trước khi lắp ráp.
- Độ lệch hình dạng mặt tựa và độ nhám (độ nhấp nhô) ở vị trí tựa của bợ trục phải được kiểm soát.
- Nơi lắp ráp phải tuyệt đổi không có bụi.
- Dầu chống sét rỉ ở ổ bi phải được lau sạch trước khi lắp ráp.
- Cụm A
Cụm A gồm những phần thiết bị phải được ráp với nhau trước khi lắp ráp hoàn chỉnh với trục (15) (Hình 1). Việc lắp ráp thực hiện sau kế hoạch lắp ráp cụm A (Bảng 1)
.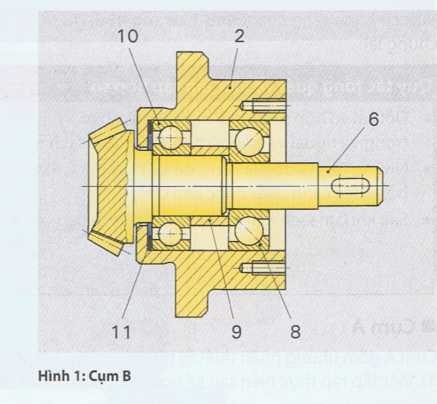
- Cụm B
Cụm B bao gồm những bộ phận phải được lắp ráp trong vỏ bợ trục (2). Đó là những bộ phận 2-6-8-9-10-11 (Hình 1). Sau khi đặt đệm lót (11) (nó sẽ được thay đổi bởi một đệm lót khác khi lấp ráp hoàn chỉnh), vòng bi rãnh sâu (10) được đẩy vào trong lỗ khoan của vỏ bợ trục, cho đến khi ở giữa các phần 10-11 -2 không còn độ rơ nữa.
Vòng cách (9) trong hộp số truyền lực dọc trục trên vòng trong của ổ bi đỡ và chặn (8), được định tâm nhờ vào sựtrợ giúp của ổ bi đỡ và chặn được đẩy vào trong lỗ khoan sau đó.
Vòng trong của ổ bi đỡ và chặn được tựa vào với ống lót để ép bánh răng côn chủ động (6).
- Lắp ráp hoàn tất
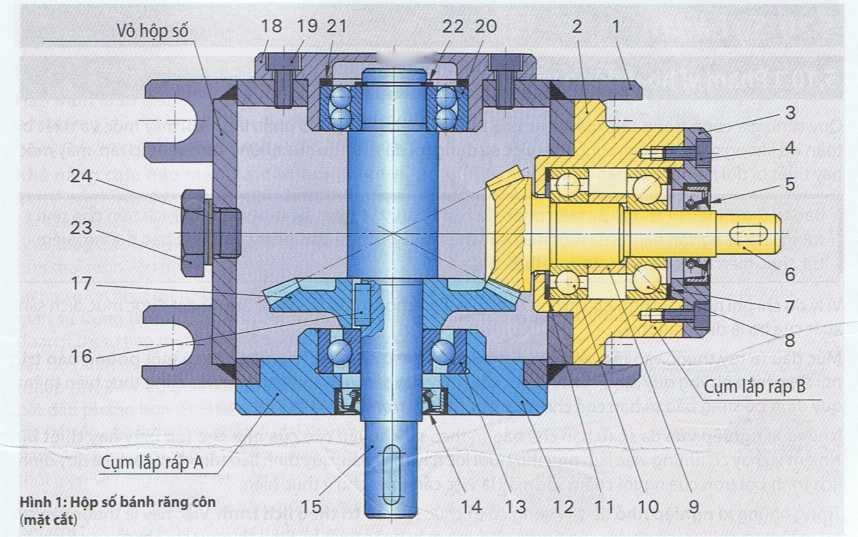
Cài đặt cụm A. Cụm A được đưa vào trước cùng với vòng bi nhào (20) trong vỏ hộp số, sau khi chất bít kín dạng lỏng được bôi vào bề mặt tựa của vỏ bợ trục (12) trong vỏ hộp số (1) (Hình 1, trang 439). Qua đây vỏ bợ trục được đẩy và xoay vào trong lỗ khoan vỏ hộp số sao cho những lỗ xuyên qua vỏ bợ trục thẳng hàng với những lỗ khoan có ren trong vỏ hộp số.
Qua việc vặn vào và vặn chặt nhẹ vít đầu trụ (19) thì vỏ bợ trục và vỏ hộp số được kết nối với nhau. Sau khi đặt đệm cách đàn hồi (21) trong vỏ bợ trục (18) thì vỏ bợ trục được đẩy vào lỗ khoan của vỏ hộp số và cùng lúc qua vòng ngoài của vòng bi nhào (20), sau khi bôi vòng chất lỏng lên mặt phẳng của vỏ bợ trục.
Vít đầu trụ (vít lục giác chìm) được vặn vào cả hai nơi với mômen đúng sau khi chỉnh vỏ bợ trục.Tiếp theo là việc kiểm tra tính dễ di chuyển của trục (15).
Cài đật cụm B. Khi đưa vào trong vỏ hộp số phải để ý đến những vị trí của răng. Độ rơ của răng của bánh răng côn (17) và của bánh răng côn chủ động (6) được xác định qua ghép nối thử. Qua đó vị trí dọc trục bánh răng côn chủ động (6) được khớp thông qua đệm lót có bề dày tương đương (11).
Đầu tiên vỏ bợ trục (2) được đẩy vào trong lỗ khoan của vỏ hộp số cho đến khi chạm vào 3 dưỡng kiểm khe hở với bề dày thídụ là 0,8 mm nằm hướng tâm chia đều trên mặt phẳng của bên phải thân máy. Bây giờ người ta xác định tính dễ di chuyển qua sự chạy trơn tru của bánh răng cũng như độ hở (độ rơ) có ở giữa các răng của bánh răng côn bằng việc quay bánh răng côn chủ động với nhiều cách khác nhau: quay ngắn, quay nhanh, quay qua, quay lại. Kích thước đúng cho việc lắp ráp sẽ được tìm ra qua việc đẩy cụm lắp ráp B đến gẩn hơn với các dưỡng kiểm mỏng hơn. Khi ở dưỡng kiểm với bề dày thí dụ như
4 mm mà độ dễ di chuyển còn xác định được, cụm B được đưa ra ngoài vỏ và tháo rời vì đệm lót chính xác (11) phải được thay thế bằng một vòng khác dày hơn 0,4 mm.
Sau khi lắp ráp lại, cụm B này được vặn chặt bởi 4 vít đầu trụ tại vỏ hộp số, trước đó chất lỏng bít kín đã được bôi vòng lên mặt phẳng của nó. Sau đó ta thực hiện xác định bề dày đúng của đệm lót (7). Khoảng cách giữa những mặt phẳng tương ứng của vỏ bợ trục (2) và nắp bợ trục (3) được xác định qua việc đặt vài đệm lót rất dày với khoảng cách đo. Qua việc cài đặt của một đệm lót mỏng hơn độ lớn khoảng cách đo để đạt tới, sau khi vặn sáu vít đầu trụ (4) thì giữa những mặt phẳng không còn độ rơ nữa.
Bây giờ cả hai đệm kín trục hướng tâm (5) và (14) được cài đặt. Những đệm kín này phải ở trong vỏ sao cho mép vòng hướng vào bên trong.
Để lắp ráp vòng bít của trục người ta sử dụng ống lót với bề dày mỏng và ở hai phần cuối là phần côn dài tại vòng bên ngoài. Qua các ống lót này, để ngăn ngừa sự hư hao của mép vòng khi kết nối then, thì những vòng đệm kín được đẩy vào trên trục. Vì giữa đường kính ngoài của vòng bít và lỗ khoan bợ trục có độ dôi, nên vòng được ép cho tới mặt tựa mà không bị làm lệch với sự trợ giúp của bạc.
- Châm dầu
Dầu được rót đẩy trong vỏ hộp số qua lỗ khoan của vít khóa có cây thăm nhớt (25) (Hình 1, trang 436) sau khi đã vặn chặt vít khóa (23) với vòng đệm phẳng (24). Mức dầu đúng được kiềm soát tại cây thăm nhớt của vít khóa (25). Do sức ép bề mặt lớn vào những cạnh của răng nên bắt buộc phải sử dụng dầu được quy định. Sau đó, vít khóa có cây thăm nhớt (25) với vòng đệm phẳng (24) được vặn chặt trong vỏ hộp số.
- Chạy thử
Hộp số bánh răng côn được kiểm tra có tải qua nhiểu giờ chạy thử. Chạy thử để xác định trước tất cả nguyên nhân gia tăng nhiệt độ do ma sát có giữ được trong giới hạn quy định hay không. Ngoài ra, vỏ được kiểm tra việc có thể rò rỉ.
Sau khi chạy thử thì dầu hộp số, lúc này chứa những phần bào mòn nhỏ, được xả ra. Sau đó lỗ xả dẩu được vặn kín lại. Bây giờ, toàn bộ cụm B được kéo ra khỏi vỏ hộp số, để kiểm tra với hình mẫu của cạnh bánh răng côn. Sau khi cụm B được lắp ráp lại thì vỏ hộp số được làm đầy dầu mới và sẵn sàng đưa vào sử dụng.




















{kind=link}