
1/ Máy CNC là gì?
Bản chất máy CNC là các máy công cụ truyền thống được tích hợp thêm bộ điều khiển bằng máy tính, nên toàn bộ quá trình gia công là hoàn toàn tự động. Người đứng máy chỉ cần can thiệp và quá trình setup máy trước khi gia công và sau khi gia công.
Note: Nếu chưa biết về máy công cụ thì hãy xem qua bài viết này: https://kythuatchetao.com/nhung-dieu-can-biet-ve-may-cong-cu/
CNC là viết tắt của từ Computer Numerical Control (Tạm dịch là: Điều khiển số bằng máy tính)
1.1/ Ưu điểm của máy CNC so với máy công cụ truyền thông
Các máy CNC mang lại nhiều lợi thế cơ bản so với các máy công cụ truyền thống. Qua đó năng suất luôn được cải thiện nhờ sự tiếp tục phát triển của các hệ điều khiển, của máy CNC, của dụng cụ và các vật liệu của dao cắt.
| Lợi thế của việc gia công với máy công cụ được điều khiển bằng CNC | |
| •Gia công chính xác cao và ổn định | • Lập lại các chương trình đã lưu một cách |
| • Thời gian gia công ngắn | đơn giản |
| • Có thể chế tạo được các chi tiết phức tạp | • Có độ linh hoạt cao |
| • Tối ưu hóa các quy trình cắt gọt một cách | • Khả năng tự động hóa cao |
| đơn giản | • Khả năng sử dụng nhiểu máy cùng lúc |
2/ Cấu tạo của một máy CNC
Có rất nhiều máy CNC và những máy này sẽ có những bộ phận chung hoàn toàn giống nhau nên ở nội dung này sẽ lấy ví dụ là máy tiện CNC để người đọc dễ hình dung hơn
Một máy tiện CNC cũng phân chia thành các bộ phận máy (cụm lắp ráp), tương đương với các đơn vị chức năng điển hình của máy và thiết bị (Hình bên dưới).

2.1/ Đơn vị truyền động
Đơn vị truyền động cung cấp cơ năng cần thiết để vận hành máy. Ở máy công cụ, nó là động cơ điện cho truyền động chính, cho truyền động dẫn tiến, cho máy bơm thủy lực và cho bộ phận vận chuyển phôi. Đơn vị truyền động đầy đủ của một máy tiện CNC bao gồm động cơ điện và những đơn bị điều khiển nằm trong tủ chuyển mạch (Tủ điện)
Tủ điện nằm đảm bảo cung cấp dòng điện cho động cơ và tạo điều khiển cho việc điều chỉnh vòng quay vô cấp
2.2/ Các đơn vị truyền năng lượng
Động năng cung cấp từ đơn vị truyền động phải được dẫn đến từ đơn bị gia công và vòng quay phải được dịch chuyển sao cho phù hợp với những yêu cầu của đơn vị gia công. Các bộ phận truyền năng lượng như: Bộ truyền đai, trực chuyển động, trục quay, khớp ly hợp, hệ thống băng răng và các hộp số
Trong máy tiện CNC, việc truyền năng lượng từ động cơ đến trục chính phải được thực hiện thông qua truyền động đai, khớp ly hợp, trục chính máy và mâm cặp
2.3/ Đơn vị gia công
Đơn bị gia công là một phần của máy, thực hiện chức năng chính. Chức năng chính của máy tiện là gia công cắt gọt phôi thông qua phương pháp tiện, ở máy tiện CNC đơn gị gia công bao gồm trục gia công với thiết bị kẹp phôi (Mâm cặp) nhưng như ổ dụng cụ quay với dụng cụ gia công
2.4/ Đơn bị đỡ và mang
Đơn vị đỡ và mang cơ bản của một hệ thống là bệ máy, trên đó có tất các bộ phận được lắp ráp. Các bộ phận phải trượt (Vi dụ: Bàn dao) được di chuyển trên cơ cấu dẫn hướng (Thanh trượt). Các bộ phận quay được dẫn vào trong ổ đỡ và di chuyển tác dụng sang cho khung máy
2.5/ Đơn vị kết nối
Đơn vị kết nối tạo ra kết nối giữa các cấu kiện và các cụm lắp ráp. Các cơ cấu kết nối: Chốt, móc khóa nhanh, vít và đai ốc, then cho kết nối trục – đùm, chi tiết kẹp và giá đỡ dao
2.6/ Đơn bị đo lường, điều chỉnh và điều khiển
Thiết bị đo lường số vòng quay, đoạn đường di chuyển, kích thước chi tiết hay công suất tiêu thụ của động cơ
Các đơn bị đo và điều chỉnh liên hợp đảm bảo giữ được trị số đã chọn. Ví dụ trong máy tiện CNC đoạn đường dẫn tiến được đo, khi có sai biệt khác với gia trị định mức, đơn vị điều chỉnh sửa lại chuyển động dẫn tiến cho đến khi đạt được giá trị định mức.
Các đơn vị điều khiển được sử dụng để cho các quy trình và công đoạn gia công của máy vận hành tự động. Ví dụ như trong máy CNC, các trình tự gia công mong muốn (chương trình gia công) qua một bàn thao tác được nhập vào và lưu trữ cho hệ điều khiển. Máy sẽ tự động thực hiện theo thứ tự công việc được chọn qua các lệnh điều khiển
2.7/ Đơn bị bảo vệ môi trường, xử lý chất thải và an toàn lao động
Máy có vỏ bao che kín để bảo vệ người vận hành máy. Phoi văng ra sẽ được ngăn lại và được chuyển đi từ thiết bị vận chuyển phoi. Sương của chất làm lạnh và vôi trơn được hút ra. Cửa sổ quan sát an toàn tạo ra cho việc nhìn thấy quá trình gia công. Nút dừng khẩn cấp làm cho máy ngừng hoạt động ngay lập tức
3/ Truyền động trong máy CNC
Số vòng quay truyền động cho trục chính và cho chuyển động dẫn tiến có thể được điểu chỉnh vô cấp (điểu chỉnh liên tục).
3.1/ Truyền động của trục chính
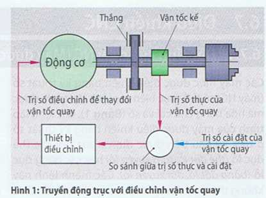
Để truyền động cho trục chính, người ta dùng động cơ điện ba pha (AC) hoặc động cơ điện một chiều (DC) có tốc độ quay điều chỉnh được, số vòng quay được đo bằng một vận tốc kế. Nó tạo ra một điện áp tương ứng với vận tốc quay. Vận tốc quay thực được hệ điểu khiển CNC so sánh với vận tốc định mức (cài đặt) và được điều chỉnh khi có sai lệch.
3.2/ Truyền động dẫn tiến
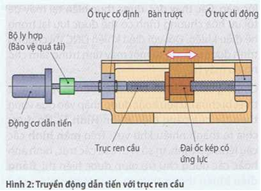
Truyền động dẫn tiến cũng được thực hiện với động cơ điện ba pha hay điện một chiều có tốc độ quay điểu chỉnh được. Một khớp nối được bảo vệ khi quá tải giữa mô tơ truyền động và trục ren làm giảm thiệt hại trong trường hợp va chạm:
- Các yêu cầu đối với truyền động dẫn tiến
- Cung cấp lực dẫn tiến lớn lên bàn trượt
- Vận tốc dịch chuyển có thể rất nhỏ hoặc rất lớn
- Có thể tạo gia tốc lớn và định vị bàn trượt nhanh
- Độ lặp lại chính xác cao của các vị trí được chạy đến và
- Có độ cứng kết cấu cao để giữ vững vị trí trục
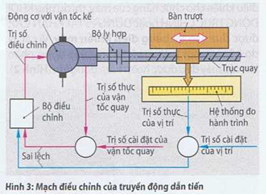
Đối với các truyền động dẫn tiến NC thì ngoài sự điểu chỉnh vận tốc quay ra còn có thêm điểu chỉnh vể vị trí (Hình bên dưới).
4/ Hệ tọa độ trong máy CNC
4.1/ Toa độ máy phay CNC
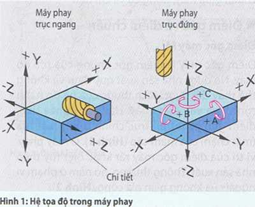
Hệ tọa độ vuông góc dựa vào chi tiết. Các trục được đặt tên là X, Y và Z (Hình bên trên). Trục z tương ứng với trục chính. Vì thế trong máy phay trục đứng hệ tọa độ được định nghĩa khác với máy phay trục ngang. Nếu chuyển động quay chung quanh một trục có thể điều khiển được thì ta sử dụng các chữ cái A, B và c cho việc này. Chiều quay dương chạy theo chiều kim đổng hổ khi ta nhìn từ điểm gốc đi ra theo hướng dương.
Chiều của hệ thống tọa độ và dịch chuyển
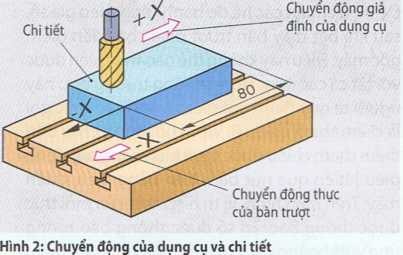
Khi lập trình, ta luôn luôn giả thiết là dụng cụ chuyển động (Hình 2). Qua đó ta cũng đạt được cách lập trình thống nhất khi bàn trượt chuyển động thay vì dụng cụ. Chẳng hạn như ở một máy phay trục đứng, dao phay cẩn phải đạt được đoạn đường 80 mm hướng trục X, do đó trị số X80 được lập trình. Thật sự thì bàn trượt lại di chuyển qua trái theo chiều âm của trục X.
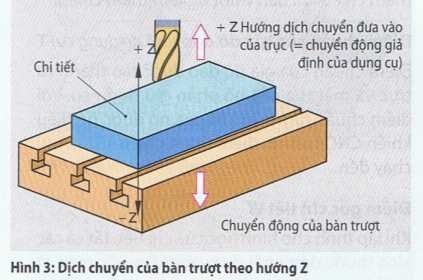
Khi bắt đầu điều khiển việc di chuyển vị trí của bàn trượt được thực hiện qua cách nhập liệu các trị số tọa độ bằng tay; ta phải lưu ý là máy sẽ phản ứng nhưthể là dụng cụ chuyển động. Nếu bàn trượt di chuyển sang phải theo chiều dương của trục X, thì ta phải ghi hướng âm cho chiều dịch chuyển, ở máy phay trục đứng bàn trượt di chuyển cũng theo hướng trục z (Hình bên trên). Nếu muốn di chuyển bàn trượt xuống dưới theo chiều âm của trục z, ta phải nhập vào chiểu dương cho việc di chuyển của trục z.
Khi di chuyển bàn trượt và đưa tọa độ vào trong chương trình, ta luôn luôn giả định là dụng cụ di chuyển.
4.2/ Tọa độ ở máy tiện CNC
Chiều của trục được quy ước là dụng cụ di chuyển theo hướng trục dương từ chi tiết đi ra. Vì thế mà tùy theo vị trí của dụng cụ ta có những hệ tọa độ khác nhau.TrụcX dương chỉ vào hướng của dụng cụ. Đường kính được đưa vào như là tọa độ X. Thí dụ như dấu (chiều) của trục X được sử dụng khi nhập kích thước theo gia số hay hiệu chỉnh dụng cụ.Để xác định rõ ràng vị trí gia công, phải cắn có hướng của trục tọa độ và vị trí của của điểm chuẩn giữa máy, dụng cụ và chi tiết.




















{kind=link}