
1/ Phương pháp gia công đặt biệt là gì?
Các phương pháp gia công truyền thông, ví dụ như: tiện, phay, bào, khoan, khoét doa, . . . dùng dụng cụ cắt để tách phoi ra khỏi bề mặt gia công nhờ biến dạng phá hủy (lưỡi cắt của dụng cụ cắt có hình dáng hình học xác định hoặc có hình dáng hình học không xác định). Ngoài các phương pháp gia công truyền thông này, có một họ các phương pháp gia công sử dụng những cơ chế khác để tách phoi trong suốt qua trình gia công. Thuật ngữ “Gia công đặc biệt” liên quan đến nhóm các phương pháp gia công tách lượng dư bằng kỹ thuật khác, sử dụng năng lượng cơ, điện, nhiệt, hóa, hoặc kết hợp các dạng năng lượng này. Đặc biệt, những phương pháp này không sử dụng dao cắt khi gia công thông thường.
Các phương pháp gia công đặc biệt được sử dụng rộng rãi từ sau thế chiến thứ hai nhằm đáp ứng những dạng gia công đặc biệt và mới mà các phương pháp gia công truyền thông không thể giải quyết được.
Những nhu cầu và tầm quan trọng về mặt thương mại lẫn công nghệ của các phương pháp gia công đặc biệt bao gồm :
- Nhu cầu gia công những vật liệu kim loại hay phi kim loại mới phát ưiểnể Những vật liệu mới này thường có các tính chất đặc biệt như sức bền, độ cứng và độ dẻo cao, rất khó gia công bằng những phương pháp cắt gọt thông thường.
- Nhu cầu gia công những chi tiết hình học phức tạp, bất bình thường, khó hoặc không thể gia công bằng phương pháp truyền thông.
- Nhu cầu tránh làm hỏng bề mặt của chi tiết do sự xuất hiện của các ứng suất phát sinh trong gia công truyền thống.
Trong các thiết bị bay, người ta thường sử dụng vật liệu có độ bền cao. Trong số đó, có thể kể tới là : hợp kim Titan, các loại thép độ bền cao và siêu bền, các loại vật liệu phi kim loại (Composite, sợi thủy tinh, . . .). Các hợp kim Titan có cùng độ bền với thép hợp kim dùng trong chế tạo máy nhưng khôi lượng riêng chỉ bằng một nửa, đồng thời có tuổi thọ chông ăn mòn cao trong hầu hết các môi trường khắc nghiệt. Gia công cắt gọt các chi tiết làm bằng những kim loại mới là rất khó khăn và trong một số trường hợp là không thể được. Vì lý do đó khi thiết kế máy mới, đôi khi người ta sử dụng vật liệu có tính chất sử dụng chưa phải là hoàn thiện như mong muốn nhưng lại có tính chất công nghệ đạt yêu cầu. Điều này làm giảm đi các đặc tính làm việc và đặc trưng chất lượng của máy. Vì vậy trên thế giới hiện nay, tương ứng với các vật liệu mới được phát minh, người ta phải tích cực tìm kiếm các phương pháp gia công mới để gia công những vật liệu này.
Hình 1.1: Mối quan hệ tương hỗ giữa các tính chất cơ-lý của vật liệu bền nóng (a) và có độ bền cao (b) với khả năng gia công bằng cắt

2/ Phân loại phương pháp gia công đặc biệt
Các phương pháp gia công đặc biệt được phân loại dựa trên năng lượng chủ yếu đưa vào vùng gia công. Do đó được chia làm 4 nhóm chính : CƠ – ĐIỆN – NHIỆT – HÓA.
2.1/ Nhóm cơ
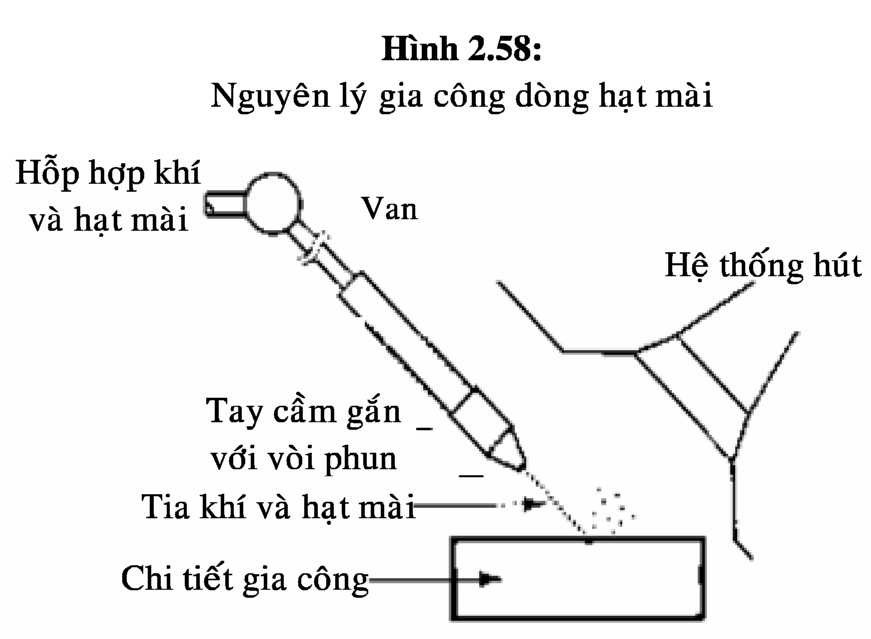
Năng lượng cơ ở đây có dạng khác với tác động của một dụng cụ cắt thông thường được sử dụng trong các phương pháp gia công truyền thốngế Sự mài mòn vật liệu của chi tiết gia công bằng dòng hạt mài hay dòng lưu chất (hoặc kết hợp cả hai) chuyển động với vận tốc cao là một dạng tác động cơ điển hình của phương pháp gia công này.
2.2/ Nhóm điện
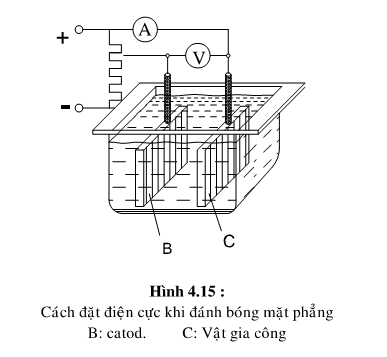
Những phương pháp thuộc nhóm này sử dụng năng lượng điện hóa để tách bóc vật liệu, cơ chế ngược lại với quá trình mạ điện.
2.3/ Nhóm nhiệt
Phương pháp này dùng năng lượng nhiệt tác dụng vào những bề mặt làm việc với diện tích tiếp xúc nhỏ làm cho lớp vật liệu này bị tách ra bằng cách nóng chảy hoặc bay hơi.
2.4/ Nhóm hóa
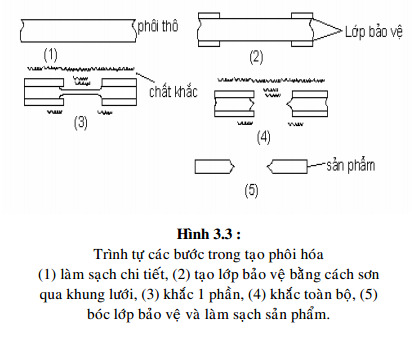
Hầu hết các vật liệu (đặc biệt là kim loại) đều dễ bị tác động hóa học bởi một vài chất axít hoặc chất ăn mòn nào đó. Trong gia công hóa, người ta sử dụng sự ăn mòn đó để bóc tách lớp vật liệu ở một vùng nhỏ trên bề mặt chi tiết, trong khi những bề mặt khác không gia công thì được bảo vệ.
3/ Đặc trưng của phương pháp gia công đặc biệt
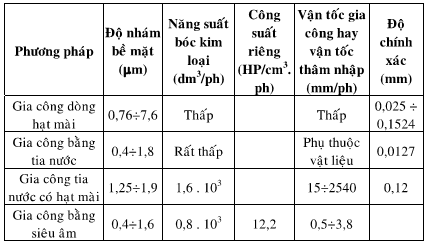
Bảng dưới đây nêu lên một số tóm tắt của các phương pháp gia công đặc biệt. Khi khảo sát những bảng này ta cần nhắc lại thông số của phương pháp tiện truyền thông : Độ nhám bề mặt đạt từ 0,8l :6,1 Ịim, tấc độ bóc vật liệu từ 2,73:1,6 m3/s, tốc độ vòng từ 100:1000 vòng/phút, độ chính xác có thể đạt được từ 0,05:0,08 mm.
Đặc trưng của phương pháp gia công đặc biệt là có năng suất bóc kim loại thấp so với gia công cắt gọt, có công suất riêng rất cao, đạt độ chính xác gia công cao ở những tốc độ gia công thấp, và thường thì ít làm hỏng bề mặt vật liệu hơn so với phương pháp gia công truyền thống.
Bảng 1.1: Phương pháp gia công đặc biệt bằng phương pháp cơ.
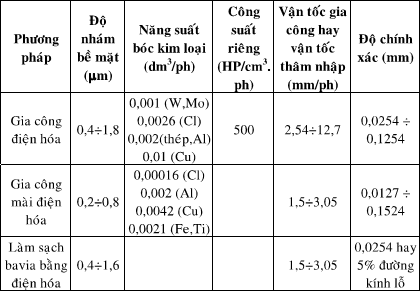
Bảng 1.2: Phương pháp gia công đặc biệt bằng phương pháp điện hóa.
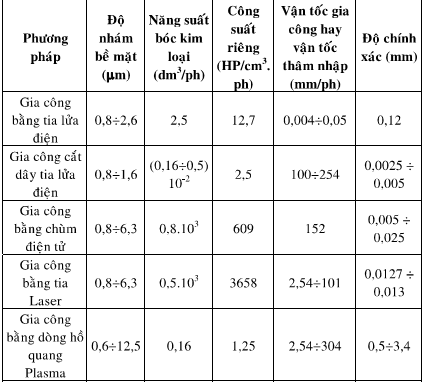
Bảng 1.3 : Phương pháp gia công đặc biệt bằng phương pháp nhiệt.
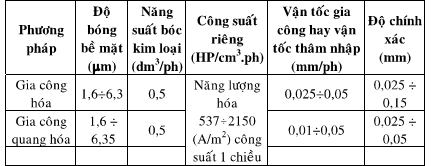
Bảng 1.4 : Phương pháp gia công đặc biệt bằng phương pháp hóa.
4/ Tính ưu việt của phương pháp gia công đặc biệt
So với những phương pháp cắt gọt thông thường, các phương pháp gia công đặc biệt có những đặc tính ưu việt sau đây :
- Có khả năng gia công tất cả các loại vật liệu với bất kỳ tính chất cơ lý nào vì chúng không ảnh hưởng nhiều đến năng suất và chất lượng. (Đây là điểm nổi bật nhất)
- Không cần sử dụng các dụng cụ chuyên dùng hoặc các vật liệu mài (trừphương pháp cơ điện hóa).
- Tiết kiệm rất lớn nguyên vật liệu : nhất là khi gia công đá quý như hồng ngọc, kim cương, thạch anh và các loại vật liệu đơn tinh thể dùng trong công nghệ chế tạo transitor.
- Đạt độ chính xác gia công cao : có thể gia công các lỗ cực nhỏ hoặc các lỗ đòi hỏi độ chính xác cao từ 25 ụm, gia công các ống dẫn của hệ thông thủy lực yêu cầu không có bavia hoặc vết xước ở các khớp nối.
- Có thể gia công từng chỗ trên một chi tiết rất lớn
- Có khả năng hoàn toàn cơ khí hóa và tự động hóa, năng suất cao
Điểm qua các đặc tính ưu việt kể trên, ta thấy triển vọng của các phương pháp gia công đặc biệt rất to lớn. Hiện nay ở các nước công nghiệp tiên tiến đã chế tạo nhiều loại máy chuyên dùng cho từng phương pháp gia công và đã sử dụng rộng rãi trong ngành chế tạo máy.















{kind=link}