
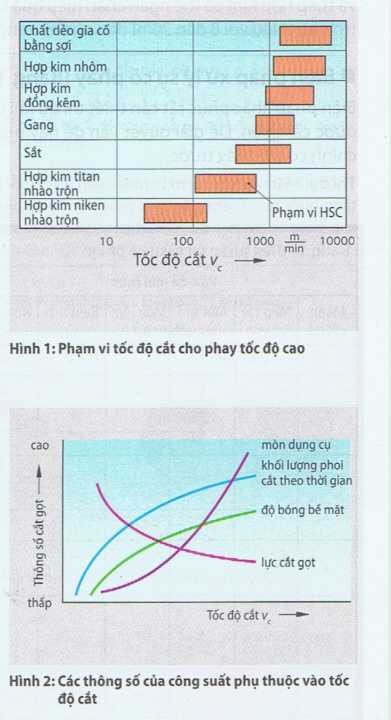
Đặc điểm tiêu biểu: ngược lại với các phương pháp phay thông thường, ta phân biệt phương pháp phay tốc độ cao (tiếng Anh gọi là High Cutting Speed HSC) với tốc độ cắt cao hơn nhiều cho tất cả các vật liệu (Hình 1). Tốc độ cắt của HSC thông thường nằm trong phạm vi năm đến mười lẩn cao hơn so với máy phay thường. Tốc độ bước dẫn tiến tăng cao ở bước dẫn tiến nhỏ cho mỗi răng và chiều sâu cắt xuyên tâm a nhỏ của dao phay ngón (dao phay trụ) cũng là đặc trưng của phương pháp này. Chiểu sâu cắt dọc trục nằm phẩn lớn trong phạm vi từ 0,1% đến 5% của đường kính dao phay.

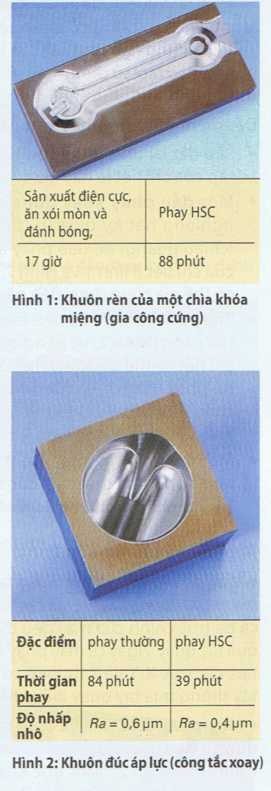
Nhiều đặc điểm công suất như độ bóng bề mặt và lượng phoi cắt lớn chỉ đạt được qua phay tốc độ cao HSC với số vòng quay cao (Hình 2 và bảng 1). Qua tốc độ cắt cao, trên 90% nhiệt cắt gọt được thải ra với phoi. Vì thế ứng suất, sựcong vênh hay sự thay đổi ở vùng biên xuất hiện ít hơn ờ những chi tiết chính xác nhạy cảm với nhiệt.
Qua đó độ chính xác của kích thước được cải thiện. Sự bôi trơn làm nguội có thể được loại bỏ.
Tiêu biểu ở phay tốc độ cao là tốc độ bước dẫn tiến và tốc độ cắt cao.Thời gian phay cũng nhưthời gian phụ ngắn chỉ có thể đạt được khi máy phay tốc độ cao làm việc với tất cả các trục ở gia tốc cao.
Phạm vi ứng dụng của máy phay tốc độ cao:
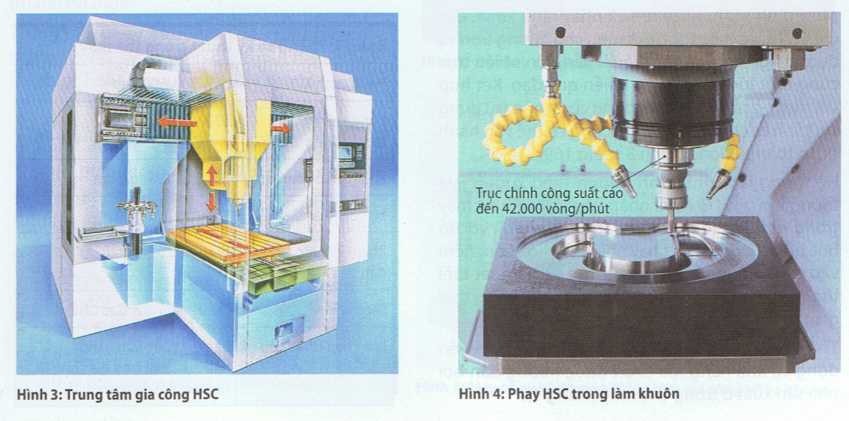
Chế tạo dụng cụ và chế tạo khuôn mẫu nhờ vào khả năng gia công hoàn chinh và gia công vật liệu cứng trên một máy (Các bước gia công như ăn xói mòn, mài và đánh bóng qua đó được loại bỏ)
Sản xuất điện cực graphit và điện cực kim loại cho phương pháp ăn xói mòn khuôn (lã bằng tia lửa điện).
Sản xuất các chi tiết chính xác và các cấu kiện có thành mỏng bằng thép, gang hay kim loại nhẹ thí dụ như cho chế tạo động cơ, hàng không vũ trụ và cho công nghiệp quang học (Bảng 1 và Hình 3).

| Bảng 1: Phạm vi ứng dụng của gia công tốc độ cao | |
| Ưu điểm | Phạm vi ứng dựng |
| Khối lượng phoi cắt cao | Gia công khuôn mẫu, khuôn rèn, chi tiết nhôm và graphit |
| Độ bóng bể mặt cao | Chi tiết cơ khí chính xác và chi tiết quang học, khuôn đúc áp lực, khuôn rèn |
| Lực cắt thấp | Gia công chi tiết có thành mỏng |
| Kíđrthước và hình dạng chính xác | Chi tiết chính xác |
| Thoát nhiệt qua phoi | Gia công chi tiết nhạy cảm với nhiệt (ma nhẽ) |
Phay với tốc độ cao như là khả năng thay thê’ cho ăn xói mòn
Nhờ khả năng gia công trong phạm vi độ cứng giữa 45 và 63 HRC, phương pháp phay tốc độ cao HSC thay thế phương pháp ăn xói mòn khuôn (lã bằng tia lửa điện) ở nhiều trường hợp (Hình 1). Khuôn rèn hay dụng cụ vuốt sâu hầu như hoàn toàn có thể phay cứng. Công đoạn mài bổ sung có thể được loại bỏ. Điểu này dẫn đến thời gian gia công ngấn đáng kể và cải thiện chất lượng.
Thông thường khuôn và dụng cụ được phay phá trước bằng máy phay thông thường sau đó phay hoàn chinh trên máy phay HSC.
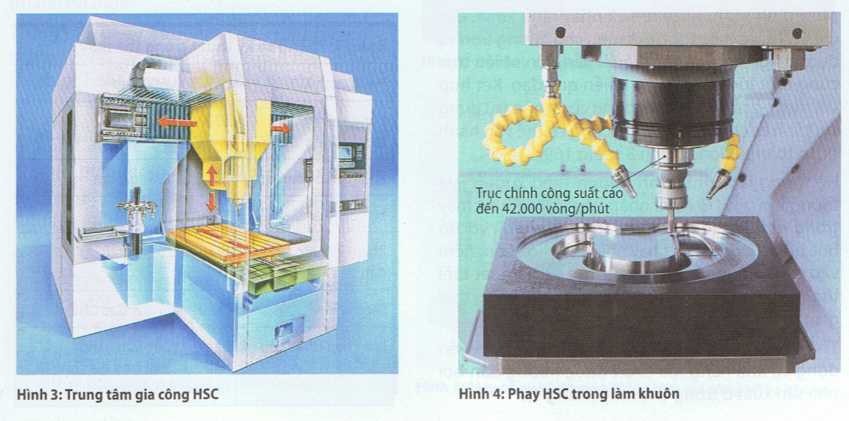
Máy phay vận tốc cao (Hình 3)
Máy phay tốc độ cao (HSC) và máy phay vạn năng có thể dùng cùng trục chính công suất cao, gia công phay sử dụng cùng chương trình kỹ thuật số NC với bước dẫn tiến và vòng quay như nhau nhưng dấu vậy vẫn có sự khác biệt về thời gian phay và độ bóng bể mặt (Hình
. Ưu điểm vể thời gian phay ngắn ở máy phay HSC đạt được qua việc tăng tốc cao gấp bốn lẩn của tất cả các trục bước dẫn tiến. Độ bền vững cao hơn của máy và tính chất giảm chấn tối ưu tạo khả năng đạt độ bóng bể mặt cao. Kích thước chính xác và hình dạng chính xác đạt ±8 um.
Trục chính công suất cao (Hình 4) có độ đảo chính xác cao và đạt số vòng quay giữa 100 vòng/phút và 42000 vòng/phút. Tốc độ bước dẫn tiến được lập trình từ 0… 20000 mm/phút ở các trục X, Y và z, như vậy phát sinh dạng hình học chính xác của chi tiết ngay cả với những thay đổi hướng nhanh chóng nhờ kết hợp với một bộ điểu khiển rất nhanh. Tốc độ tiến dao ngang nhanh lên tới 40 m/phút trong tất cả các trục.
Yêu cẩu của dụng cụ HSC:
Độ mòn mài mòn ở tốc độ cắt cao. Sửdụng dao phay trụ hợp kim cứng nguyên khối có phủ lớp, dao phay kim cương đa tinh thể (PKD) hay dao phay bor nitrít đa tinh thể lập phương (PKB)
Độ mất cân bằng ít và độ lệch tâm, và độ đảo mặt mút nhỏ
Độ bền vững cao dưới sự tác động của lực ly tâm qua lực mất cân bằng dư.




















{kind=link}