
Cấu tạo của dòng điện. Chi tiết và điện cực được kết nối với một máy phát tạo ra dòng điện mạch động (tạo xung) một chiểu từ 20 V đến 150 V. Điện cực làm dụng cụ được tiến đến gẩn chi tiết một khoảng cách nhỏ, gọi là khe hở tia lửa.
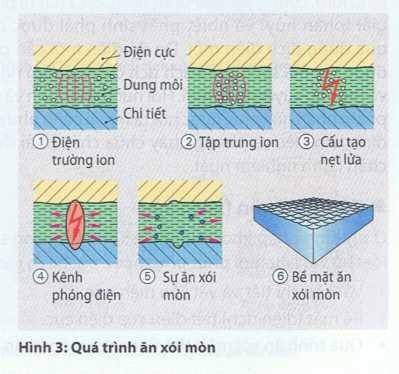
Quá trình phóng điện. Giữa điện cực và chi tiết là một chất lỏng không dẫn điện gọi là điện môi. ở vị trí hẹp của khoảng hởtia lửa tích tụ dưới sựtác động của các ion điện trường và hạt nhỏ vật liệu. Sự tập trung này dẫn đến một sự bắn tia lửa điện. Dòng điện phóng tăng đến mức giá trị điểu chỉnh cao nhất từ5 A đến 8 A.Trong kênh chuyển tải phát sinh nhiệt đến 12000°c dẫn đến làm chảy lỏng và bốc hơi hạt nhỏ vật liệu.
Sựănxói mòn.ởcuối dòng xung điện làm sụp kênh phóng điện (kênh chuyển tải). Các hạt nhỏ vật liệu bị đẩy ra khỏi kênh chuyển tải. Mỗi tia lửa tạo ra một dạng vết lõm sâu. Hình dạng chi tiết là kết quả của các vết lõm sâu ấy. Ăn mòn cũng xảy ra ở điện cực
Đại lượng (độ lớn) đặc trưng của điện
Máy pháttạo ra một chuỗi xung và tách xung (khoảng xung). Giá trị điện thế u, cường độ dòng điện I, độ rộng xung t. và sự tách xung t đểu điều chỉnh được và phần lớn được điều khiển qua một chương trình. Mỗi xung bao gồm thời gian cho việc tạo dựng kênh chuyển tải (kênh phóng điện) dưới sự tác động của điện thế đánh lửa và thời gian phóng điện thực sự (Hình 1). Cường độ dòng điện điều chỉnh càng cao và chiểu dài xung tỷ lệ với sự tách xung càng lớn thì lượng xói mòn vật liệu càng lớn và độ chính xác hình dạng và độ bóng bể mặt thấp (Hình 2).
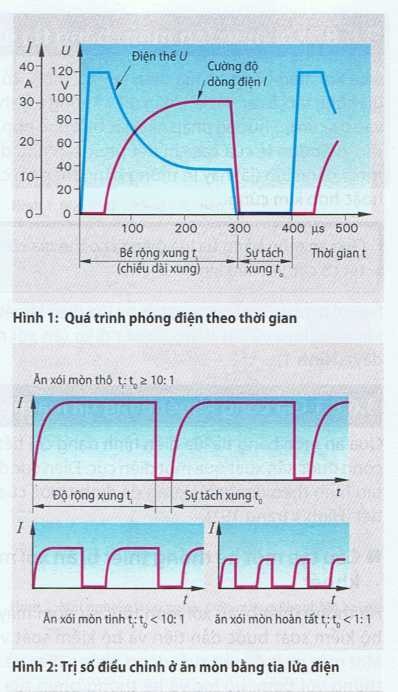
Cường độ dòng điện cao hơn và xung dài hơn làm tăng lượng ăn xói mòn, giảm độ bóng bề mặt và độ chính xác hình dạng.
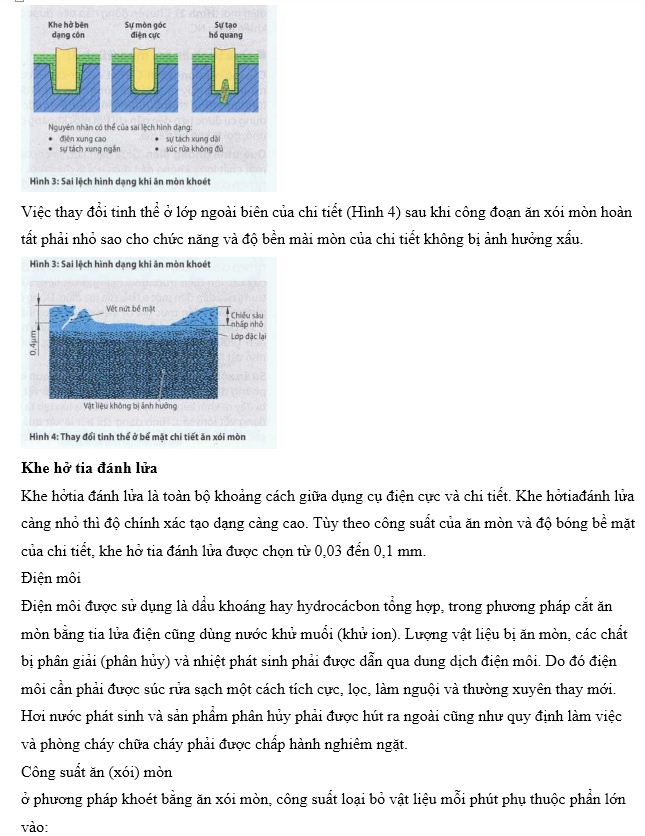
Độ chính xác của hlnh dạng và kích thước, độ bóng bể mặt và lượng loại bỏ vật liệu cũng như độ mòn điện cực được xác định cơ bản từ sự điểu khiển của máy phát điện trong quá trình ăn mòn (Hình 3).




















{kind=link}