
1- ĐẶC ĐIỂM GIA CÔNG CƠ PISTON
- Phương án thực hiện quy trình công nghệ
Piston là một chi tiết gia công có kết cấu phức tạp, nhiều bề mặt có yêu cầu độ chính xác và độ bóng cao. Trong quy trình có nhiều nguyên công, khi lập quy trình cần phải xét đến mức độ tập trung nguyên công hoặc phân tán nguyên công như thế nào cho hợp lý.
+ Trong sản xuất hàng loạt lớn ở các nhà máy có mức độ chuyên môn hóa cao, piston được chế tạo trên các dây truyền có mức độ cơ giới hoá và tự động hoá cao.
Trên các dây truyền này, người ta sử dụng các máy tự động, nửa tự động, các máy nhiều trục, máy tổ hợp v.v… để gia công đồng thời nhiều bề mặt một lúc. Với các loại máy công cụ như vậy, người ta áp dụng phương án tập trung nguyên công song song để lập quy trình công nghệ. Theo phương án này năng suất gia công rất cao, giảm được sai số gá lắp do số lần định vị ít.
+ Trong sản xuất hàng loạt nhỏ, với thiết bị vạn năng kèm theo các gá lắp chuyên dùng thì người ta áp dụng phương án phân tán gia công. Mỗi nguyên công chỉ có ít bước và tiến hành gia công theo từng loạt chi tiết. Phương án này cho phép đạt được năng suất cao.
+ Trong sản xuất đơn chiếc, việc chế tạo chủ yếu phục vụ trong sửa chữa thay thế, quá trình gia công được thực hiện theo phương pháp đo cắt thử, do đó người ta thực hiện phương pháp tập trung nguyên công liên tục. Phương án này yêu cầu thợ gia công có tay nghề cao, thời gian gia công của phương án này lớn, do đó năng suất thấp
2- Chọn chuẩn và phương pháp kẹp chặt
Quá trình chế tạo piston gồm nhiều nguyên công, nhiều bước do đó phải thực hiện nhiều lần gá lắp. Gá lắp nhiều lần sẽ ảnh hưởng đến độ chính xác gia công, do đó việc chọn chuẩn định vị có ý nghĩa rất quan trọng, trong quy trình công nghệ cần phải áp dụng nguyên tắc nào để chọn chuẩn cho hợp lý. Mặt khác, piston là một chi tiết kém cứng vững, dễ bị biến dạng khi kẹp chặt, do đó việc chọn mặt chuẩn định vị còn liên quan đến điểm đặt, phương và chiều của lực kẹp chặt.
Trong sản xuất hàng loạt và sản xuất đơn chiếc, thường sử dụng các bề mặt sau đây để làm chuẩn định vị.
a) Chuẩn định vị phụ
Sử dụng chuẩn định vị phụ trong gia công piston có ưu điểm áp dụng được nguyên tắc thống nhất chuẩn trong quy trình công nghệ, do đó sẽ giảm được sai số vị trí tương quan giữa các bề mặt gia công với nhau. a) Định vị bằng mặt đáy và mặt trụ trong của phần thân piston.
Định vị theo hai mặt này sẽ xác định được 5 bậc tự do của vật gia công
Bề mặt kẹp chặt là lỗ chốt piston. Một trục rút có một đầu lồng qua chốt ngang lắp vào lỗ chốt, một đầu có ren được xiết chặt bằng đai ốc qua đầu trục chính của máy tiện sẽ giữ chặt chi tiết trên đài gá được lắp trên máy tiện. Phương án gá lắp này có ưu điểm chắc chắn, có thể gia công được toàn bộ các bề mặt bên ngoài piston, tuy nhiên phương án có thể gây biến dạng lớn hoặc nứt thân piston nếu lực kẹp quá lớn và điểm đặt của lực trên bệ lỗ chốt không đúng yêu cầu; ngoài ra phương án này còn có nhược điểm về độ chính xác khi định tâm không cao do có sai số mặt định vị phần lỗ trụ trong của thân piston gây nên.
b) Định vị bằng mặt côn ở đáy thân và lỗ tâm ở đỉnh piston
Chuẩn phụ của piston. a) Đúc lồi phần đỉnh; b) Phần đỉnh đúc phẳng
Định vị bằng 2 mặt chuẩn này cũng xác định được 5 bậc tự do. Mũi tâm ngoài tác dụng định vị còn có tác dụng kẹp chặt. Phương án này có ưu điểm định tâm chính xác, gá lắp nhanh nhưng độ cứng vững khi gá lắp kém và trong quy trình công nghệ phải thêm các nguyên công gia công lỗ tâm ở đỉnh và xén bỏ lỗ tâm. Để truyền chuyển động quay cho piston, cần có thêm tốc gạt truyền môment cho piston thông qua điểm tiếp xúc giữa tốc và bệ lỗ chốt phía trong thân piston.
Dùng các mặt chuẩn định vị này có thể gia công được toàn bộ các mặt ngoài piston: rãnh sec măng, đỉnh piston, thân piston. Riêng đối với các piston có tiết diện thân dạng ôvan, cần phải định vị thêm bậc tự do thứ 6. Mặt chuẩn định vị này có thể là then định vị, bệ lỗ chốt, 2 lỗ định vị trên phần đáy piston (đối với piston có thân bị khuyết) hoặc có thể dùng phương pháp rà gá theo dấu.
c) Chuẩn định vị chính
Hầu hết các nguyên công trong quy trình công nghệ chế tạo piston đều sử dụng chuẩn phụ để định vị vì dùng mặt này sẽ rất thuận lợi trong quá trình gia công, đảm bảo được nguyên tắc sử dụng thống nhất chuẩn.
Đối với nguyên công gia công tinh lỗ chốt, ở các piston có đỉnh phẳng cần phải sử dụng chuẩn định vị chính để gia công. Vì dùng chuẩn này sẽ đảm bảo được độ chính xác vị trí tương quan cao nhất giữa đường tâm lỗ chốt với đỉnh piston và với đường trục của thân piston. Chuẩn định vị chính dùng trong trường hợp này là mặt đỉnh piston và phần mặt trụ đầu piston.
3) QUY TRÌNH CÔNG NGHỆ CHẾ TẠO PISTON
Phụ thuộc vào sản lượng, kết cấu của piston và điều kiện sản xuất cụ thể của xí nghiệp mà khi chế tạo có các quy trình công nghệ khác nhau. Ở đây chỉ xin đưa ra 1 quy trình công nghệ để có tính chất tham khảo đối với một loại piston hợp kim nhôm, đỉnh phẳng của các loại động cơ 1 dãy xylanh thẳng.
Quá trình gia công được thực hiện thứ tự theo các công việc cơ bản sau đây:
- 1- Cắt bỏ đậu của phôi đúc.
- 2- Nhiệt luyện: đun trong dầu sôi với nhiệt độ 200 ¸ 250C trong 5 giờ.
- 3- Gia công chuẩn phụ.
- 4- Gia công thô lỗ chốt piston.
- 5- Tiện thô mặt ngoài và các rãnh.
- 6- Tiện đứng chiều dài và các rãnh.
- 7- Gia công bán tinh lỗ chốt (khoét).
- 8- Khoan các lỗ thoát dao trên thân.
- 9- Khoan các lỗ thoát dầu trên rãnh sec măng dầu.
- 10- Phay rãnh phòng nở.
- 11- Doa đúng lỗ chốt, vát mép lỗ.
- 12- Mài đúng thân piston (gia công ôvan và côn thân piston nếu có).
- 13- Tiện các rãnh hãm chốt.
- 14- Sửa nguội các cạnh sắc.
- 15- Tổng kiểm tra, phân loại kích thước và trọng lượng.
- 16- Bao gói bảo quản.
4) – CÁC BIỆN PHÁP THỰC HIỆN CÁC NGUYÊN CÔNG CHÍNH
1- Gia công chuẩn phụ
Nguyên công gia công chuẩn phụ là nguyên công gia công cơ khí đầu tiên trong quy trình công nghệ chế tạo piston. Để đảm bảo độ chính xác vị trí tương quan giữa các bề mặt không phải gia công của piston (mặt trụ trong, mặt đáy của đỉnh piston) với các bề mặt khác phải gia công việc chọn chuẩn thô ở nguyên công này phải hợp lý. Theo các nguyên tắc chọn chuẩn thô, khi gia công các chuẩn phụ của piston (mặt đáy và mặt gờ trụ trong của thân) người ta phải lấy mặt trụ trong và mặt đáy của đỉnh piston làm chuẩn thô.
Trong sản xuất hàng loạt nhỏ phôi đúc được chế tạo khá chính xác, do đó sai số tương quan giữa mặt trụ ngoài và trong thân piston không lớn nên có thể dùng mâm cặp 3 vấu tự định tâm định vị theo mặt trụ ngoài. Khi thực hiện định vị tuỳ theo phương pháp gia công theo cách đo cắt thử hoặc điều chỉnh máy tự động đạt kích thước mà xác định số bậc tự do khi định vị.
Đối với phôi đúc kém chính xác, phải định vị bằng mặt trụ trong của piston, lúc này dùng mâm cặp 4 vấu để kẹp chặt mặt trụ ngoài. Hình thức định vị là rà gá theo mặt trụ trong, khi xén phẳng mặt đáy piston phải dùng chuẩn đo lường là mặt dưới của đỉnh piston.
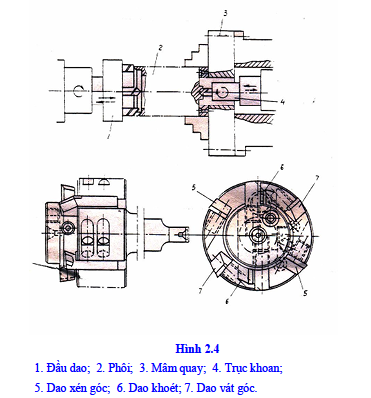
Đối với các piston cần thêm chuẩn phụ là lỗ tâm ở đỉnh, phải đảm bảo độ đồng tâm giữa lỗ tâm và gờ trụ phía trong thân piston. Trong sản xuất hàng loạt lớn gia công trên máy tiện liên hợp tác dụng 2 phía đồng thời gia công 2 bề mặt đối với phôi đúc chính xác.
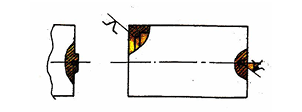
Theo, piston được kẹp trên mâm cặp (3) không quay, đầu dao (1) và đầu khoan (4) vừa quay vừa chuyển động chạy dao tiến vào piston, đến chiều sâu nhất định thì đầu dao tự động dừng lại và lùi ra khỏi chi tiết.
Đối với phôi đúc có độ chính xác không cao, chuẩn phụ được gia công trên máy tiện bán tự động. Phôi được gá trên trục chính của máy tiện. Có 2 bàn dao gia công mặt đáy và mặt trụ trong, đồng thời phía đỉnh piston có mũi khoan để khoan lỗ tâm.
2- Gia công định hình thân piston
Gia công ôvan và mặt ngài thân piston là một khâu quan trọng và phức tạp, nhất là trong dạng sản xuất đơn chiếc. Trong sản xuất đơn chiếc có thể gia công ôvan thân piston bằng phương pháp gia công lệch tâm nhờ đồ gá lệch tâm. Đài gá gá piston theo chuẩn định vị phụ có độ lệch tâm so với tâm trục chính máy tiện một trị số e = 2D, trong đó D là hiệu số giữa đường kính trục lớn và nhỏ của tiết diện dạng ôvan. Mỗi lần tiện được một bên thân piston, sau đó quay piston 180o để tiện phía bên kia của thân. Đồ gá tiện này đơn giản nhưng năng suất thấp. Trong sản xuất loạt nhỏ có thể gia công ôvan thân piston bằng nguyên lý gia công chép hình nhờ một bộ gá chép hình cơ khí trên máy tiện vạn năng.Trong sản xuất hàng loạt lớn, nguyên công này thực hiện trên các máy tiện chép hình bán tự động
Mài ôvan thân piston được thực hiện trên các máy mài chuyên dùng hoặc máy mài vạn năng. Các loại máy mài chuyên dùng thường là các loại máy bán tự động truyền động thuỷ lực hoặc khí nén.Trong sản xuất đơn chiếc, có thể dùng đồ gá chép hình trên máy mài vạn năng.
Hiện nay đối với các piston nhôm người ta ít sử dụng phương pháp mài, nhưng vẫn áp dụng phương pháp mài thân piston đối với các loại piston gang hoặc thép.
3- Gia công buồng cháy đỉnh piston
Các loại piston động cơ ôtô, máy kéo, máy gạt thường có một số loại đỉnh không phẳng mà có dạng mặt cầu lồi hoặc lõm, có loại lại có các dạng định hình tạo ra các dạng buồng cháy khác nhau (hình 2.8). Đỉnh các bề mặt buồng cháy này không yêu cầu cao về độ chính xác kích thước, nhưng yêu cầu cao về độ chính xác hình dạng và độ bóng bề mặt.
Việc tạo hình các dạng buồng cháy này phụ thuộc vào các điều kiện sản xuất khác nhau. Gia công buồng cháy đỉnh piston có thể chế tạo bằng phương pháp đúc sau đó gia công cơ khí.
Có 2 phương pháp gia công cơ khí:
– Gia công buồng cháy bằng phương pháp định hình:Dùng dao tiện định hình để gia công. Quá trình tiện định hình phải qua nhiều bước: gia công thô, gia công tinh. Để đảm bảo độ bóng bề mặt của buồng cháy có thể dùng phương pháp cán lăn trên bề mặt bằng các viên bi (xem hình 2.9).
– Gia công buồng cháy bằng phương pháp chép hình: Gia công bằng phương pháp chép hình là tạo ra hình dạng bề mặt gia công nhờ bộ gá chép hình: dùng cụ cắt chuyển động theo một quỹ đạo nhờ một dưỡng mẫu. Đồ gá chép hình có thể dẫn động bằng hệ thống thuỷ lực hoặc khí nén đạt được độ chính xác cao hơn so với đồ gá chép hình cơ khí. Dưới đây là một số đồ gá gia công theo nguyên lý này




















{kind=link}