
Robot hóa hệ thống sản xuất
- Khác với tế bào sản xuất, nhiệm vụ của hệ thống sản xuất là hoàn thành một hay một số sản phẩm hoàn chỉnh. Vì vậy, một hệ thống sản xuất được tổ hợp từ các tế bào sản xuất và các thiết bị công nghệ, thiết bị phục vụ đơn lẻ. Về tổ chức, người ta phân biệt 2 dạng hệ thống sản xuất: dây chuyền sản xuất và công đoạn sản xuất.
- Dây chuyền sản xuất robot hóa là tổ hợp các tế bào sản xuất robot hóa, được liên kết với nhau bằng các thiết bị vận chuyển hoặc gồm một số thiết bị công nghệ, được phục vụ bởi một hay một số robot và các thiết bị vận chuyển,…để hoàn thành các nguyên công công nghệ gia công sản phẩm. Dây chuyền được tổ chức một cách chặt chẽ. Về mặt không gian và thời gian, các thiết bị công nghệ được sắp xếp theo trình tự công nghệ. Về mặt thời gian, nhịp sản xuất ở từng nguyên công (nghĩa là thời gian hoàn thành nguyên công tại mỗi thiết bị) phải bằng nhau hoặc bằng bội số của nhau để đảm bảo nhịp chung của dây chuyền. Đối với sản xuất dây chuyền, phương tiện vận chuyển không chỉ có nhiệm vụ vận chuyển đơn thuần mà còn duy trì nhịp sản xuất. Chúng được bố trí theo khuôn dạng của dây chuyền và tuân theo các nguyên tắc nhất định. Trên hình 7.10 là một số sơ đồ bố trí phương tiện vận chuyển trên dây chuyền sản xuất robot hóa. Sự phối hợp một cách đồng bộ giữa các thiết bị trên dây chuyền được đảm bảo bởi một hệ điều khiển chung (global controller).
- Thiết bị trên dây chuyền gồm: thiết bị xếp dỡ 1, 2; thiết bị kiểm tra kích thước của phôi 3; các giá đựng 4; cầu trục xếp dỡ 5; băng tải 6; robot 7; thiết bị vận chuyển có bàn nâng hạ 8; đường vận chuyển một ray 9; thiết bị vận chuyển độc lập 10; tay máy treo 11.
- Công đoạn sản xuất robot hóa không đòi hỏi phải tổ chức các thiết bị công nghệ một cách khắt khe về không gian và thời gian.
2) Robot trong sản xuất linh hoạt
- Sản xuất linh hoạt xuât hiện và phổ biến vào khoảng thập kỷ 80. Nó là kết quả của sự phát triển của máy công cụ điều khiển số, RBCN, kỹ thuật điều khiển tự động nhờ máy tính,…Một hệ thống sản xuất linh hoạt (Fexible Manufacturing System – FMS) trước hết phải là hệ thống sản xuất tự động hóa khả trình (Programmable Automation System), được robot hóa.
- ĐIểm mấu chốt nhất để phân biệt FMS với hệ thống sản xuất cứng (Fixed Manufacturing System) là ở chỗ FMS có khả năng thích ứng với sự thay đổi đối tượng sản xuất mà không cần sự can thiệp của con người. Sự tích hợp hệ thống thiết bị phần cứng (hệ thống sản xuất linh hoạt, mạng truyền thông, hệ máy tính và thiết bị ngoại vi) và phần mềm (hệ điều hành, hệ CSDL, các phần mềm chức năng), cho phép thực hiện tự động và trọn vẹn mọi giai đoạn của quá trình sản xuất (từ thiết kế, chuẩn bị công nghệ, điều khiển sản xuất, giám sát chất lượng, bao gói, thống kê,…) hình thành hệ thống sản xuất tích hợp nhờ máy tính (Computer Integrated Manufacturing-CIM).
Theo БOCT 26228-85, FMS được định nghĩa như sau:
- Hệ thống sản xuất linh hoạt là tổ hợp giữa hệ thống công nghệ (các máy điều khiển số, các thiết bị công nghệ đơn lẻ,…) và hệ thống đảm bảo các chức năng làm việc tự động của hệ thống, có khả năng tự điều chỉnh để thích ứng với sự thay đổi bất kỳ đối tượng sản xuất trong danh mục.
- Hệ thống đảm bảo chức năng gồm có các hệ thống tự động hóa thiết kế sản phẩm, chuẩn bị công nghệ, vận chuyển đối tượng, đảm bảo dụng cụ, giám sát chất lượng, thu và chuyển phoi, điều khiển.
- Một FMS có thể là một dây chuyền sản xuất linh hoạt, một công đoạn sản xuất linh hoạt, một phân xưởng sản xuất linh hoạt. Nó cũng được hình thành từ các tế bào sản xuất linh hoạt (Fixed Manufacturing Cell – FMC).
Ví dụ sau giúp so sánh giữa một tổ hợp sản xuất robot hóa thông thường và một tổ hợp sản xuất linh hoạt.
- Tế bào sản xuất tự động hóa thông thường
- Trên hình 7.11 là sơ đồ tế bào sản xuất tự động hóa để hàn đầu nối lên bảng mạch điện tử. Các thiết bị trong hệ thống gồm: 1- bộ điều khiển robot; 2- băng tải nạp bảng mạch; 3- bộ logic khả trình (PLC); 4- chảo quay; 5- bộ điều khiển nhiệt độ; 6- gá hàn; 7- robot; 8- băng tải cho sản phẩm “tốt”; 9- băng tải cho sản phẩm “hỏng”; 10- bàn kiểm tra; 11- máy tính (PC) có card giao diện và chương trình điều khiển thiết bị kiểm tra.
- Quá trình làm việc của tế bào có 2 giai đoạn:
- Giai đoạn 1: Bảng mạch cơ sở được chuyển vào nhờ băng tải 2. Bảng gá đặt cuối băng tải, được điều khiển bởi PLC 3 định hướng bảng mạch để robot có thể nhặt được. Robot 7 chuyển bảng mạch từ băng tải lên bàn gá hàn 6. Các đầu nối được chứa trong chảo quay 4. Cũng nhờ sự điều khiển của PLC 3, các đầu nối được tách riêng và định hướng ở đầu ra của chảo. Robot 1 nhặt đầu nối, đặt vào đúng vị trí quy định trên bảng cơ sở đã đặt trước lên bàn gá hàn. Mỏ hàn thiếc, có bộ phận ổn nhiệt tự động, hàn chắc đầu nối vào bảng mạch.
- Giai đoạn 2: (sơ đồ logic trên hình 7.12). Robot chuyển bảng mạch đã được hàn đầu nối từ gá hàn 6 lên bàn của thiết bị thử 10. Quá trình thử được điều khiển bằng máy tính 11. Kết quả thử (tốt hay hỏng) được chuyển đến robot. Tuỳ theo kết quả nhận được, robot sẽ chuyển sản phẩm tới băng tải tương ứng. Trong trường hợp này, robot không chỉ làm nhiệm vụ vận chuyển mà còn giữ vai trò điều khiển trung tâm. Các bộ điều khiển khác không liên hệ trực tiếp với nhau mà qua bộ điều khiển của robotot.
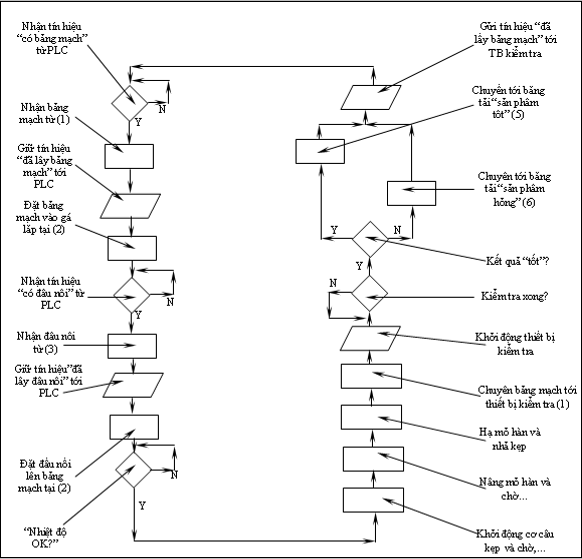
Toàn bộ chu trình gồm 6 bước:
- 1. Robot chờ tín hiệu từ PLC, báo bảng mạch đã sẵn sàng trên bảng gá của băng tải. Nếu có tín hiệu thì robot nhấc bảng mạch lên, báo cho PLC biết và đặt bảng mạch lên gá hàn.
- 2. Lặp lại công việc như bước 1, nhưng với đối tượng là đầu nối.
- 3. Nếu bộ điều khiển hàn KHÔNG báo hiệu “nhiệt độ OK” thì robot chờ cho mỏ hàn được đốt nóng. Nếu có tín hiệu “nhiệt độ OK” thì robot tác động lên cơ cấu kẹp của máy hàn. Nửa giây sau (chờ kẹp xong), robot tác động lên cơ cấu nâng cho mỏ hàn (có thiếc) tiếp xúc với các chân của đầu nối. Chờ 5 giây cho quá trình hàn hoàn thành, robot điều khiển các cơ cấu hạ mỏ hàn, tháo kẹp, chuyển bảng mạch sang thiết bị thử.
- 4. Robot phát tín hiệu, báo cho biết thiết bị thử đã có bảng mạch và chờ kết quả.
- 5. Robot “đọc” kết quả thử. Nếu “ON” thì chuyển bảng mạch sang băng tải của sản phẩm tốt. Nếu “OFF” thì chuyển sang phía sản phẩm hỏng.
- 6. Robot báo cho thiết bị thử biết là bảng mạch đã được lấy đi
Tế bào sản xuất linh hoạt
- Để có thể nhận biết đối tượng gia công và tự quyết định giải pháp công nghệ tương ứng, so với tế bào tự động hóa thông thường vừa mô tả ở phần trên, FMC trên hình 7.13 có thêm bộ phận sau: thiết bị đọc mã vạch 1 để nhận biết đối tượng gia công; bộ điều khiển chung của 2 tế bào để phối hợp các thiết bị; các chảo quay 4 chứa lẫn lộn tất cả các loại đầu nối. So với hệ TĐH thông thường, quá trình làm việc của nó có các đặc điểm sau:
- 1. Tế bào có thể nhận một số bảng mạch khác nhau. Các bảng mạch được đưa vào từ băng tải một cách ngẫu nhiên. Thiết bị đọc mã vạch có nhiệm vụ “nhận dạng” loại bảng mạch. Nó sẽ báo cho bộ điều khiển trung tâm biết mã của bảng mạch. Bộ điều khiển trung tâm sẽ yêu cầu các bộ điều khiển khác thực hiện các chương trình tương ứng. Do đó…
- 2. Đầu nối được chọn chính xác từ chảo tương ứng để hàn,
- 3. Mỏ hàn được đưa đúng vị trí của đầu nối trên bảng mạch,
- 4. Máy tính điều khiển trạm thử theo đúng chương trình kiểm tra phù hợp từng bảng mạch.
Để FMC có thể nối ghép và làm việc trong FMS, bộ điều khiển tế bào cần được nối với bộ điều khiển hệ thống (gọi là Plant Controller). Khi đó, loại bảng mạch có thể do plant controller chỉ định nên không cần có thiết bị đọc mã vạch trên các tế bào nữa.



















{kind=link}