
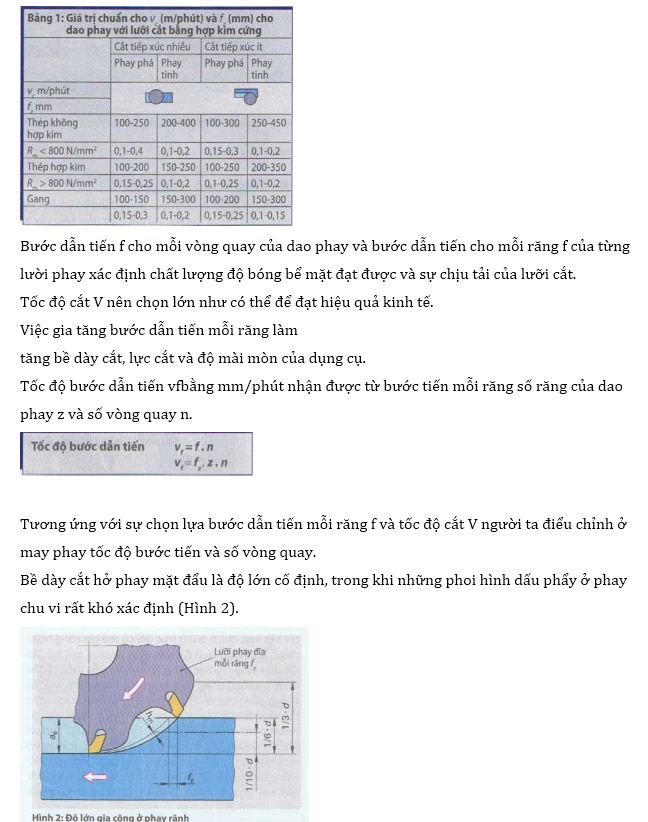
Tốc độ cắt V được chọn tùy theo vật liệu cắt và vật liệu phay, cần lưu ý sự khuyến nghị về các giá trị chuẩn của nhà sản xuất dụng cụ cho phay phá và phay tinh (Bảng 1).
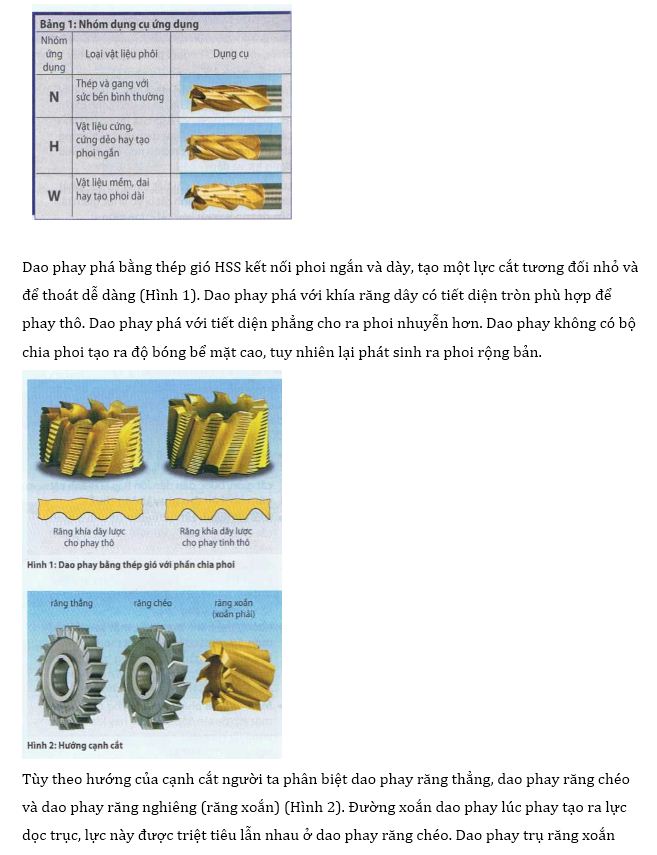
phẩn lớn có một đường xoắn để phoi của chi tiết thoát đi.
Góc xoắn lớn cho phép nhiều lưỡi cắt tiếp xúc đổng thời vào phôi, vì thế tạo ra lực cắt đều hơn và máy hoạt động êm.
Vật liệu Cắt ở dụng cụ phay
So sánh với dao phay bằng hợp kim cứng, dao phay trụ và dao phay lấp cán bằng thép gió HSS có độ dẻo dai cao, bởi vật liệu cắt ít cứng hơn và độ bển nhiệt ít hơn.
Dao phay trụ bằng hợp kim cứng nguyên khôi (VHM) hay cermet (Titan cacbít +Titan nitrít) có tuổi thọ và độ bển vững cao so với thép gió HSS. Dao phay này cũng phù hợp cho phương pháp phay với tốc độ cao HSC (trang 166) và gia công cứng.




















{kind=link}