
1/ Thông số hình học
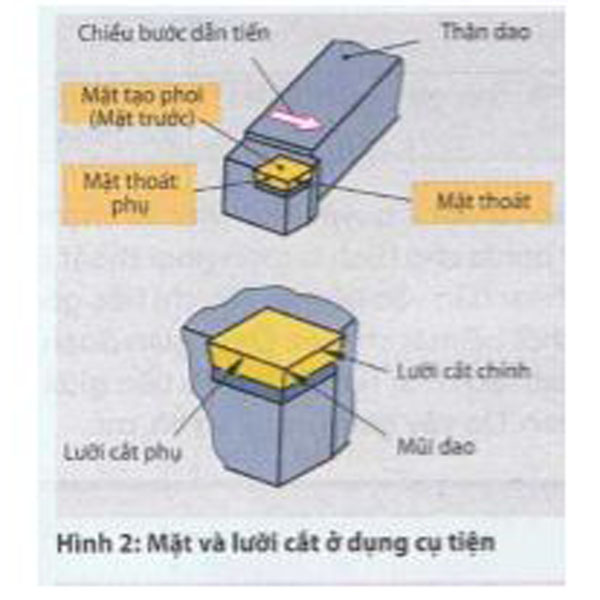
Lưỡi cắt chính và lưỡi cắt phụ tạo thanh góc mũi dao s. Góc này nên lựa càng lớn càng tốt nhằm cải thiện sự tỏa nhiệt và sự ổn định của dao tiện. Đẻ tránh mũi dao (cạnh cắt) bị mẻ thì góc mũi dao phải bo tròn. Thông thường bán kính góc mũi dao từ 0.4mm đến 2.4mm. Độ lớn của bán kính mũi và bước dẫn tiến xác định độ nhấp nhô lý thuyết R ở chi tiết.

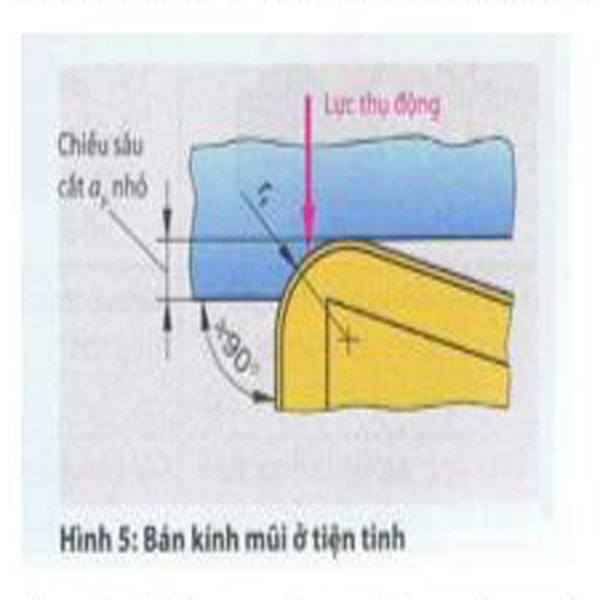
Sự ổn định của mảnh cắt trở mặt tăng lên khi góc mũi và bán kính mũi tăng. Ở tiện thô vì lực tải cắt cao, dao tiện làm việc với góc mũi và bán kính mũi lớn hơn ở tiện tinh, ở bán kính mũi lớn với cùng bước tiến có khả năng tạo độ bóng bề mặt cao hơn ở bán kính mũi nhỏ. Tuy nhiên phần lớn bsan kính nhỏ vẫn được sử dụng ở gia công tinh vi thông thường cùng được tiện với bước dẫn tiến nhỏ. Khi sử dụng bán kính mũi lớn thì lực đẩy cho dụng cụ và chi tiết qua độ lớn của lực thủ động Fp mạnh hơn. Lực này có thể dẫn để sự rung và làm xấu đi độ bóng bề mặt
ở tiện thông người ta làm việc với góc mũi lớn và bán kính mũi lớn, ở tiện tinh thông thường với bước dẫn tiến nhỏ và gõ mũi nhỏ. Trong điều kiện làm việc ổ định bán kính mũi ở tiện tinh có thể lớn.
Góc trước quyết định việc va chạm chi tiết với mặt trước và có ý nghĩa có hướng phoi thoát. Góc trước âm phoi thoát dẫn vào bề mặt của chi tiết, góc trước dương phoi thoát ra khỏi bề mặt chi tiết, ở cắt gián đoạn, một góc trước ó trị số âm làm lệnh mất lần chạm đầu tiên giữa chi tiết và dụng cụ của mũi dao. Do vậy giảm nguy cơ vỡ, mẻ. Sự cắt gián đoạn và gia công phá mạnh, dự kiến một góc trước ấm (-4 độ đến – 8 độ) ở tiện tinh và tiện trong, ưu tiên chọn một góc trước dương hay góc trung lập (0 độ) để bề mặt chi tiết không bị hư hỏng do phoi thoát ra.
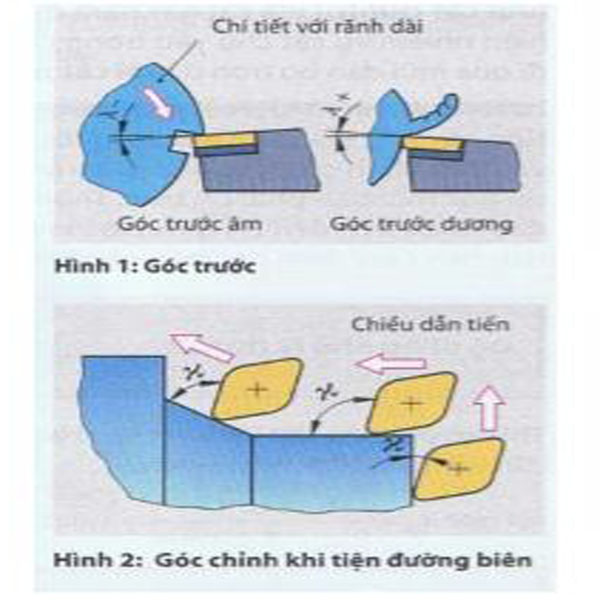
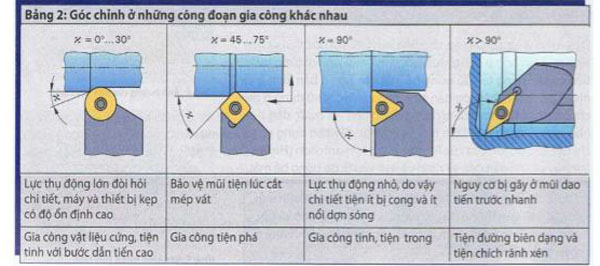
Góc nghiên X là góc giữa mặt trước và bề mặt tiện. Nó ảnh hưởng đến hình thành phoi, phoi đứtm lực cắt và nổi dợn sóng. Độ lớn của góc nghiên tùy thuộc vào dụng cụ và đường biên dạng chi tiết. Sự chọn góc nghiêng phù hợp tùy thuộc vào sự gia công tương ứng
2/ Kích thước hiệu chỉnh ở dao tiện
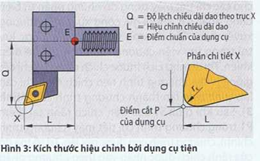
Độ lệch chiểu dài dao Q theo trục X (Trị số hiệu chỉnh theo trục X của đẩu mũi dao so với điểm chuẩn của giá đỡ dụng cụ).
Chiểu dài dao L hiệu chỉnh theo trục z (Sai biệt tọa độ theo trục z của đầu mũi dao so với điểm chuẩn tọa độ).
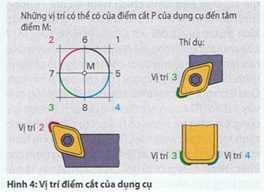
2.1/ Bán kính cắt r
Vị trí điểm cắt p của dụng cụ dựa trên tâm điểm bán kính cắt M.
Vì việc khảo sát dụng cụ tiện xảy ra ở hướng X và z tiếp tuyến với bán kính cắt, điểm cắt p của dụng cụ là điểm chuẩn cho điểu khiển. Nhưng điểm cắt p chỉ tác động thêm chuyển động song song với trục, ở những dịch chuyển theo hướng khác sẽ có những điểm cắt tác động dẫn đến sai lệch kích thước. Để tránh những việc này, hệ điểu khiển cẩn phải có độ lớn của bán kính cắt và vị trí điểm cắt của dụng cụ (Hình bên dưới)















{kind=link}
Ad cho em xin giáo trình này được không ạ? Em cảm ơn.