
Dòng thông tin
Nhờ dòng thông tin trong một tế bào sản xuất, những trục NC được điều khiển qua những chương trình NC và những quá trình chuyển mạch được tác động bằng hệ điều khiển lập trình lôgic (PLC). Số liệu NC, số liệu vận hành và số liệu giám sát được yêu cẩu hoặc gửi đi giữa máy tính tế bào của máy (máy tính trạm) và máy chủ (máy tính điều hành sản xuất) (Hình 1). Máy chủ đảm nhận hệ điều khiển trung tâm và theo dõi máy gia công cũng như những hệ thống xử lý và vận chuyển trong hệ thống.
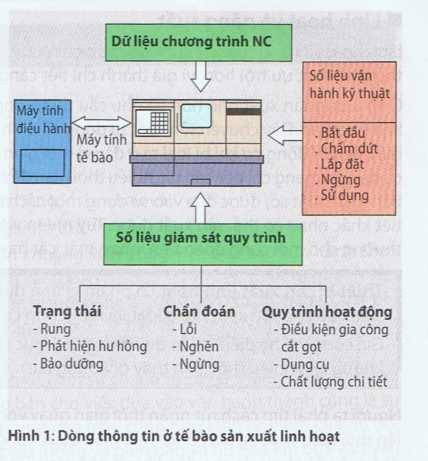
Hệ thống vận chuyển chi tiết có nhiệm vụ cung cấp chi tiết một cách liên tục cho những máy được nối kết không bị gián đoạn. Phần lớn được đưa vào trong chuỗi kết nối máy những hệ thống vận chuyển palét chạy đường ray hoặc xe điều khiển bằng cảm ứng (Hình 1, trang 350).
Dòng vật liệu bao gổm vận chuyển, xử lý và lưu trữ chi tiết, dụng cụ và thiết bị làm việc. Thuộc nhóm này còn có thí dụ như sự cung cấp chất bôi trơn làm nguội và lấy phoi ra.
- Thiết bị giám sát (Hình 2)
Sựgiám sát cần bảo đảm việc hệ thống sản xuất luôn luôn sẵn sàng để sử dụng và bảo đảm chất lượng sản phẩm.
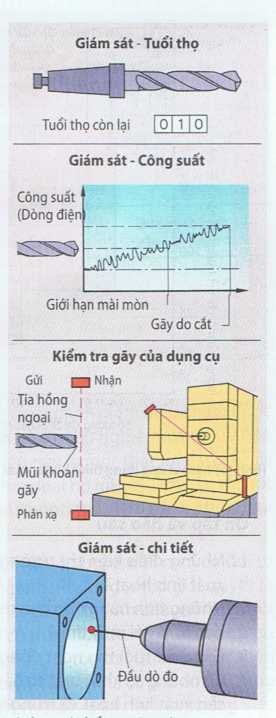
Hình 2: Hệ thống giám sát
Giám sát tuổi thọ có nghĩa là tất cả thời gian sử dụng dụng cụ được ghi lại bởi bộ phận điều khiển máy và được so sánh với tuổi thọ định mức.Tuổi thọ hiển thị sẵn tại màn hình phải lớn hơn thời gian cho quá trình hoạt động kế tiếp của dụng cụ, nếu không thì dụng cụ tương đương (dụng cụ cùng loại, có cùng chức năng) phải được thay vào.
Giám sát công suất. Ở dụng cụ lớn, tình trạng hiện thời của nó có thể được nhận biết qua công suất truyển động của trục quay hoặc qua dòng điện vào của mô tơ truyền động. Nhu cầu về công suất được phát hiện bởi lát cắt đầu tiên. Với sự gia tăng mài mòn thì dòng điện vào tăng. Khi đến giới hạn mài mòn trên thì dụng cụ tương đương được thay thế, bất kể có bị mẻ lưỡi cắt hay không và làm ngừng trục quay.
Kiểm tra việc gãy mẻ của dụng cụ. ở những dụng cụ dễ gãy, thí dụ những mũi khoan nhỏ, thì dụng cụ kiểm tra gãy bằng quang học là cẩn thiết.Tia hổng ngoại ghi nhận đầu nhọn của mũi khoan trước và sau công đoạn khoan, ở đây trị số chênh lệch chỉ rõ việc gãy mẻ của dụng cụ.
Đầu dò đo được thay thế vào trong trục chính để nhận biết lỗi khi kẹp và để kiểm tra kích thước chi tiết hoặc dụng cụ.




















{kind=link}