
Có sự khác biệt cơ bản trong lập trình lệnh trở về Zero máy G‘28 hoặc G30 trong các chế độ tuyệt đối. và số gia. Bạn cần nhớ sự khác biệt giữa hai nhóm lệnh:
G90 G00 X0 Y0 Z0 vàG91 G00 X0 Y0 Z0
Hệ điều khiển diễn dịch từng tọa độ X0Y0Z0 một cách khác nhau, cần nhắc lại, địa chỉ tiếp theo là số không, ví dụ X0, có nghĩa là vị trí tại điểm quy chiều chương trình, nếu chế độ là tuyệt đốì, sử dụng lệnh G90. Nếu chế độ là số gia, sử dụng lệnh G91 X0 có nghĩa là không có chuyển động trên trục được chuyên biệt.
Hầu hết các máy tiện CNC đều sử dụng trục U và w cho chuyển động số gia (dựa trên các trục X và Y tuyệt đôi), với cùng logic ứng dụng nêu trên. Các tọa độ trục tuyệt đối sẽ được diễn dịch là vị trí dao được lập trình, các tọa độ số gia nêu rõ chuyển động dao được lập trình.
Bạn hãy so sánh hai ví dụ chương trình dưới dây – chúng là .như nhau – đồng nhất về chuyển động thực của dụng cụ cắt: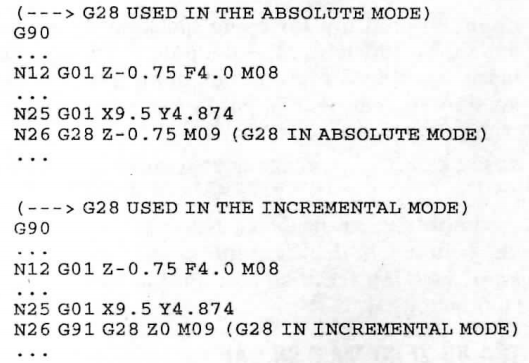
Phương pháp nào tốt hơn? Do cả hai phương pháp đều cho kết quả như nhau, sự lựa chọn sê dựa trên tình huống cụ thể hoặc ý thích cá nhân. Chuyển sang chế độ số gia cũng sẽ có ích, do vị trí dao hiện hành có thể không phải lúc nào cũng biết. Nhược điểm của phương , pháp này là G91 chỉ là xác lập tạm thời và phải trở lại chế độ G90, dược dùng chủ yếu trong chương trình.
Chế độ lập trình tuyệt đối chuyên biệt vị trí dao hiện hành từ Zero chương trình – điều này được thực hiện vào mọi thời điểm. Nhiều ví dụ được giới thiệu ở đây sử dụng chế độ lập trình tuyệt đối và đây là chế độ lập trình tiêu chuẩn đôi với hầu hết các chương trình.
Tuy nhiên, cũng có trường hợp trở về Zero máv theo chế độ số gia có Ưu điểm thực tiễn, khi nhà lập trình không biết vị trí dao hiện hành. Tình huống này thường xảy ra khi sử dụng chương trình con, chế độ số gia được dùng lặp lại nhiều lần để chuyển dao đến và vị trí XY khác. Ví dụ, vị trí chính xác của dao cắt khi chu kỳ khoan hoàn tất trong block N35 trong ví dụ dưới đây?
G90
N32 G99 G81 X1.5 Y2.25 R0.l Z-0.163 F12.0
N33 G91 X0. 3874 Y0.6482 L7 (REPEAT 7 TIMES)
N34 G90 G80 Zl.0 M09 (CANCEL CYCLE)
N35G28 (X????Y????) Zl.0 (UNKNOWN POSITION)
Có thật sự cần tìm vị trí tuyệt đối không? Có lẽ là không. Bạn hãy xem một số ví dụ khác. Khi trong chế độ tuyệt đối G90, các giá trị tọa độ trục xác định vị trí điểm trung gian. Khi chế độ số gia G91 được lập trình, các giá trị tọa độ xác định khoảng cách thực và chiều của chuyển động trung gian. Trong cả hai trường hợp, chuyển động trung gian của dao sẽ được thực thi trước. Sau đó, và chỉ sau đó, mới trở về đúng vị trí quy chiều Zero máy.
|
|
Giá sử, vị trí dao hiện hành là X5.0 và Yl.0 (vị trí tuyệt đốì). Trong chương trình, các giá trị XY của lệnh G28 tiếp sau block vị trí là rất quan trọng:
G90
Trong ví dụ này, lệnh G28 chuyên biệt dụng cụ cắt phải đến vị trí Zero máy — X0Y0 trong block N13. Do lệnh G28 chỉ liên hệ với Zero máy, sẽ có thể có lý khi giá thiết X0Y0 liên hệ với Zero máy, thay vì Zero (chuẩn) chi tiết. Điều này là không đúng.
X0Y0 chỉ quy chiều theo điểm, qua đó dao sẽ đến vị trí Zero máy. Điểm này là vị trí trung gian đôi với lệnh trả về Zero máy. Điểm trung gian này được gán các tọa độ liên quan đến chi tiết (trong chế độ tuyệt đốì). Dụng cụ cắt sẽ chuyến đến Zero chương trình trước khi tiếp tục đến Zero máy, do đó trong một block có hai chuyển động dao. Điều này dường như không hẳn là chuyển động theo ý đồ ban đầu.
Ví dụ nêu trên có thể thay đổi, để loại bỏ chuyển động trưng gian, hoặc chuyển động này được xác định theo vị trí dao hiện hành. Chuyển động trung gian về lý thuyết là không thể loại bỏ, nhưng có thể lập trình theo khoảng cách Zero (bằng không).
G90
…
N12 G00 X5.0 Yl.0
N13 G28 X5.0 Yl.0
…
Bằng cách này, điểm trung gian trở thành vị trí dao hiện hành, kết quả là chuyển động trực tiếp đến Zero máy. Lý do là vị trí dao trung gian trùng với vị trí dao hiện hành. Định dạng lập trình này không cần sử dụng các giá trị trục có tính chế độ. Trong chương trình gia công, X5.0Y1.0 trong block N13 phải được lặp lại, trong khi chế độ tuyệt đối G90 vẫn còn hiệu lực.
Trong các trường hợp khi chưa biết vị trí dao hiện hành, trả về Zero máy được thực hiện trong chế độ số gia. Khi đó, cần thay đổi tạm thời sang chế độ số gia và lập trình chuyển động với chiều dài Zero (bằng không) cho từng trục được chuyên biệt:
Điều quan trọng ở đây là luôn luôn trở lại chế độ tuyệt đối ngay khi có thể, để tránh diễn dịch sai các dữ liệu chương trình kế tiếp.
Tóm lại, điểm trung gian không thể loại bỏ khỏi block G28/G30. Nếu tình huống yêu cầu trở về Zero máy mà không đi qua điểm trung gian riêng rẽ, bạn hãy sử dụng chuyển động dao Zero hướng đến điểm trung gian. Phương pháp này tùy thuộc vào lệnh G90 hay lệnh G91 hoạt động vào thời điểm đó.
Trong chuyển động với chế độ tuyệt dối G90 trở về Zero máy, vị trí tọa độ dao hiện hành phải được lặp lại cho từng trục chuyên biệt với lệnh G28
Trong chuyển động với chế độ số gia G91 trở về Zero máy, chuyển động dao hiện hành phải bằng không (Zero) cho từng trục chuyên biệt với lệnh G28





















{kind=link}