
Lệnh chuẩn bị G29 hoàn toàn ngược với các lệnh G28 và G30. Lệnh G28 tự động đưa dụng cụ cắt trở về vị trí Zero máy, lệnh G29 sẽ đưa dao về vị trí ban đầu (gốc), thông qua điểm trung gian.
Trong lập trình thông dụng, lệnh ’ G29 thường tiếp sau lệnh G28 hoặc G30, các nguyên tắc liên quan đến ký hiệu trục số gia hoặc tuyệt đôi vẫn đúng với lệnh G29 hoàn toàn như các lệnh G28 và G30. Mọi trục được lập trình đều chuyển động với tốc độ nhanh đến điểm trung gian trước, được xác định từ block lệnh G28 hoặc G30 đứng trước. Ví dụ về ứng dụng tiện sẽ minh họa khái niệm này:
…
T0300
G28 U5.0 W3.0
G29 U-4.0 W2.375
…
Lệnh G29 luôn luôn được đưa ra trong chế độ xóa của bù bán kính dao (G40) và các chu kỳ cố định (G80), nếu chúng được dùng trong chương trình. Bạn hãy dùng các mã G xóa tiêu chuẩn, G40 để xóa bù bán kính dao và G80 để xóa chu kỳ cố định, trước khi dùng lệnh G29 trong chương trình.
Phác thảo chuyển động dao được minh họa trên Hình 20.7.
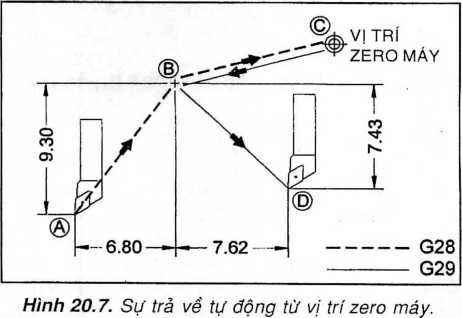
Minh họa này cho thấy chuyển động dao từ điểm A đến điểm B, sau đó đến điểm c, trở lại điểm B, và cuối cùng đến điểm D. Điểm A là điểm bắt đầu của chuyển động. B là điểm trung gian, c là điểm quy chiều Zero máy, và D là điểm cuối cần đạt đến, vị trí đích.
Các lệnh chương trình tương đương, bắt đầu ở vị trí dao hiện hành, điểm A, kết quá là quỹ đạo A đến B đến c đến B và đến D là tương đối đơn giản:
G28 U18.6 W6.8
G29 U-14.86 W7.G2
Đương nhiên, có thể có hoạt động nào đó được lập trình giữa hai block này, ví dụ, sự thay dao hoặc hoạt động của máy.
Tương tự lệnh G27, nhiều nhà lập trình CNC không ủng hộ lệnh G29. Đây là một trong các lệnh có thể rất hữu ích trong một số trường hợp, nhưng hầu như không cần thiết trong công việc hàng ngày. Tuy nhiên, hiểu về lệnh này là cần thiết, do đôi khi bạn có thể sử dụng chúng trong lập trình.
Trả về Zero máy thứ cấp
Ngoài lệnh G28 trả về Zero máy, các máy CNC còn có lệnh G30. Trong chương này, nhiều ví dụ áp dụng các lệnh G28 và G30 như nhau và đôi khi gộp thành G28/G30 để dễ giải thích. Vậy sự khác biệt giữa chúng là gì và công dụng của lệnh G30 là gì?
Theo định nghĩa, lệnh chuẩn bị G30 là lệnh trả về Zero máy đến vị trí Zero máy thử cấp. Vị trí này phải có trên mấy vào thời điểm đặt mua máy. G30 là đồng nhất với G28 ngoại trừ đây là Zero chương trình thứ cấp.
Zero chương trình thứ cấp này có thể là điểm quy chiều thứ hai, ba, thậm chí thứ tư, do nhà chế tạo máy chuyên biệt, không phải mọi máy CNC đều có vị trí quy chiều Zero máy thứ cấp. Vị trí này chỉ dùng cho các mục đích đặc biệt, chủ yếu trên các trung tâm gia công ngang.
Định dạng lập trình đối với lệnh G30 tương tự lệnh G28, có thêm địa chỉ p.
G30 P.. X.. Y.. Z..
Trong đó:
G30: Biểu thị chọn vị trí quy chiều thứ cấp
P: Có thể là P2, P3, và P4 để xác địnhvị trí thứ cấp (2-4).
XYZ: Định nghĩa điểm trung gian (cầnchuyên biệt ít nhất một trục).
Công dụng chủ yếu của điểm quy chiều Zero máy thứ cấp trong lập trình CNC là để thay đổi mâm dao. Trong xác lập tham số bộ điều khiển, khoảng cách của điểm quy chiều thứ cấp được tính từ điểm quy chiều sơ cấp và thường không thay đổi trong suốt tuổi thọ của máy CNC.
Để phân biệt giữa các vị trí Zero máy thứ cấp, địa chỉ P được đưa vào block G30 (không dùng địa chỉ P cho G28). Nếu máy CNC chỉ có một vị trí quy chiều máy thứ cấp, địa chỉ P thường khống cần dùng trong chương trình, khi đó, P1 được giá thiết:
G30 X. . Y. . là đồngnhất với:
G30 P1 X. . Y. .
Trong trường hợp này sự xác lập điểm quy chiều thứ hai là trong phạm ví các tham số của bộ điều khiển. Đối với các khảo sát lập trình khác, lệnh G30 được dùng hoàn toàn như lệnh trả về Zero máy G28.





















{kind=link}