
Đúc phun được thực hiện theo chu trình hoạt động của các cụm máy (Hình 1).
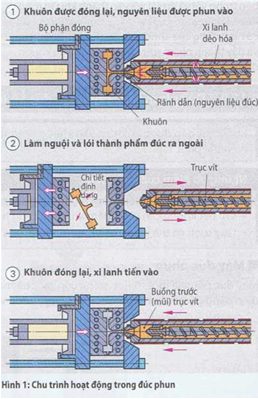
Khuôn đóng lại và phun
Sau khi khuôn hai mảnh đóng lại,xi lanh dẻo hóa di chuyển với đầu béc phun về phía trước áp sát vào lỗ đậu rót khuôn. Pít-tông của xi lanh đẩy ấn trục vít về phía trước, ép lượng chất dẻo chảy tự do qua rãnh dẫn đi vào bên trong khuôn có hình dạng của thành phẩm.Trục vít quay gia tăng áp lực phun và ép tiếp tục lên lượng chất dẻo để cân bằng sự co rút trong giai đoạn làm nguội sau đó. Áp lực phun tối đa lên đến 2000 bar. Không khí trong buổng khuôn rỗng thoát ra ngoài xuyên qua mặt phân cách khuôn.
Làm nguội và tách rời thành phẩm.
Trong đúc phun nhựa nhiệt dẻo, cả hai nửa mảnh khuôn được làm nguội. Lượng vật thể đông cứng bắt đầu từ thành khuôn và giữ lại hình dạng cuối cùng của nó. Khi đậu rót của thành phẩm đông cứng, vòi phun đóng lại và xi lanh dẻo hóa được kéo trở vể phía sau. Sau thời gian làm nguội khuôn mở ra và thành phẩm được đẩy ra ngoài bằng khí nén .
Khuôn đóng lại, xi lanh tiến sát vào.
Khuôn được đóng lại. Trục vít quay vận chuyển và đổng thời dẻo hóa khối nguyên liệu ép khuôn và tạo nên áp lực phun cẩn thiết. Áp lực này đẩy trục vít trở lại và tập hợp (định lượng) phẩn nguyên liệu từ bên ngoài vào phòng trước của trục vít (nạp liệu), nó sẽ được phun vào khuôn trong hành trình phun. Khi đạt được áp lực phun, đơn vị phun tiến sát vào khuôn và một chu kỳ gia công mới lại bất đẩu .Tự động hóa đúc phunTrục vít dẻo hóa được khởi động bằng động cơ thủy lực. Sự chuyển động của xi lanh phun và của đơn vị đóng khuôn hoạt động bằng xi lanh thủy lực hoặc bằng bộ truyền động điện.Một đơn vị tự động hóa điều khiển các chu trình gia công được kết hợp tuần tự của đơn vị hóa dẻo và đơn vị đóng (Hình 2), giúp cho máy đúc phun có thể tự vận hành tiếp tục.

Hình 2: Chu trình hoạt động đống bộ trong bộ phận dẻo hóa và bộ phận đóng
Các thông số của quy trình ép phun
Người ta chỉ nhận được sản phẩm đúc phun hoàn hảo với những trị số điểu chỉnh được kết hợp của loại vật liệu nhựa dẻo, máy đúc phun cũng như khuôn đúc và kích cỡ chi tiết. Các thông số quy trình được đo đạc tại nhiểu vị trí khác nhau của máy đúc phun và được điều chỉnh theo các trị số yêu cẩu. Các thông sổ quy trình quan trọng nhất là nhiệt độ nóng chảy và nhiệt độ khuôn cũng như áp suất phun.
Nhiệt độ nóng chảy. Khả năng chảy (di chuyển) của lượng nguyên liệu đúc được điều chỉnh tùy theo nhiệt độ nóng chảy. Nó lệ thuộc tùy theo mỗi loại chất dẻo, thí dụ nằm trong khoảng từ 200°c đến 250°c đối với polyuretan dẻo nhiệt và trong khoảng từ 260°c đến 300°c đối với polỵamid và polycacbonat. Nếu điều chỉnh nhiệt độ nóng chảy quá thấp sẽ dẫn đến việc không đổ đẩy khuôn hoàn toàn, ngược lại nhiệt độ nóng chảy quá cao sẽ gây hư hại cho khối nguyên liệu đúc.
Nhiệt độ khuôn quyết định cho tính năng làm nguội của khối nguyên liệu đúc và sự đông cứng trong sản phẩm. Nhiệt độ làm nguội thấp sẽ dẫn đến một sự sắp xếp sâu rộng của polyme bên trong chi tiết đúc (Hình 1).
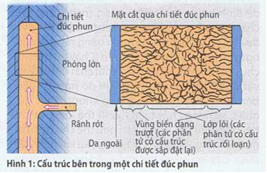
Điểu này có tác dụng đến đặc tính cơ học của nó. Thông thường nhiệt độ khuôn nằm trong khoảng từ 80°c đến 120°c. ở nhiệt độ này vật đúc dễ uốn cong khi được đẩy khỏi khuôn mà không bị biến dạng.
Ap lực phun và áp lực bổ sung. Áp lực phun phải được tính toán sao cho hợp lý, để có được một vận tốc phun tác động một dòng chảy đều đặn không thay đổi của nguyên liệu vào bên trong khuôn, dẫn đến một sự điền đầy hoàn toàn và liền mạch của hốc khuôn (khoảng trống của khuôn). Việc này được thực hiện với kích thước đường kính béc phun có sẵn và bằng khả năng chảy đã chỉnh trước của nguyên liệu qua nhiệt độ nóng chảy. Như thế áp lực bên trong khuôn ở giai đoạn phun trước tiên phải chậm và sau đó gia tăng nhanh trong giai đoạn nén (Hình 2).
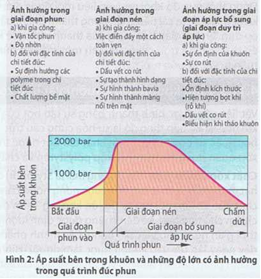
Áp lực bổ sung cân bằng sự co rút trong thời gian làm nguội và được duy trì cho đến khi rãnh rót (đậu rót) đông cứng lại.
Các thuộc tính chất dẻo đặc biệt
Với những phương pháp kiểm tra đặc biệt, các đặc tính sau đây của chất dẻo được kiểm tra:Dễ bắt lửa và dễ bốc cháy Hóa giòn ở nhiệt độ thấp Sức bền chịu ảnh hưởng thời tiết, lão hóa và hóa chất Khả năng cách điện Khả năng trượt với các loại chất dẻo khác Hấp thụ nước khi được ngâm trong nước. Các tham sô của các loại chất dẻo quan trọng Độ bền kéo, ứng suất chảy (giới hạn chảy) Các đường biểu diễn đặc trưng tương ứng với các loại chất dẻo khác nhau (Hình 1).

Các loại chất dẻo cứng chắc như Polyamid (PA), Polycarbonat (PC), Acryglas (PMMA) và các loại copolyme polystyren (polstyren đồng trùng hợp) (loại ABS) có độ bền kéo hoặc ứng suất chảy từ 50 N/mm2 đến 40 N/mm2. Các loại chất dẻo ít cứng hơn như polỵethyíen (PE) và polyurethan (PUR-T) có trị số từ 30 N/mm2 đến 40 N/mm2. So sánh những trị số độ bển kéo này với thép đủ loại từ 300 N/mm2 đến 1500 N/mm2, ta nhân ra chất dẻo chỉ thích hợp cho các cấu kiện chịu tải thấp. Được sự gia cường với sợi thủy tinh hoặc sợi carbon dai cứng ta có được chất dẻo gia cường có độ bển kéo tương tự nhưthép không có hợp kim (thép carbon).
Độ cứng vững (độ bền vững, độ giòn, độ rắn)
Môđun đàn hổi, nói lên đặc tính bền vững vể hình dạng của một vật liệu, có trị số từ 500 N/mm2 đến 3500 N/mm2 của nhiều loại chất dẻo khác nhau ở nhiệt độ thường (Hình 2).
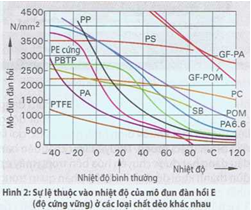
Thông thường trị số này sẽ giảm mạnh khi nhiệt độ gia tăng.
So sánh với thép có trị số môđun đàn hổi E = 210000 N/mm2, nhưthế người ta nhận ra được độ cứng vững của các loại chất dẻo nhỏ hơn một cách cơ bản. Vì thế chất dẻo không gia cường không phù hợp được cho việc chế tạo các bộ phận phải chịu tải cơ học cao. Chất dẻo gia cường, thí dụ như Polyamid được gia cường bằng sợi thủy tinh (GF- PA), có một trị số môđun đàn hổi cao hơn rõ rệt và như thế có độ rắn cao hơn. Chúng cũng có tính chống rão cao, kết hợp với tỷ trọng thấp khoảng kg/dm3, vật liệu này thích hợp để chế tạo kết cấu nhẹ có sức chịu tải lớn (chế tạo ô tô và phi cơ).
Đúc phun nhựa nhiệt rắn và nhựa đàn hồi
Sức mạnh của bạn và tính năng và sự khác biệt trong cuộc sống. Một trong những thứ mà bạn thích Trong khi đó, chúng ta có thể sử dụng một cách khác nhau. Trong khi đó, chúng ta có thể sử dụng một thứ gì đó có thể sử dụng được.
Phạm vi nặng nề và gia đình Khi họ bịt mũi và đau bụng và nam tính. phun bằng cách sử dụng một số thứ khác

Hình 3: Máy tính phun choèo dèo đàn
Tập thể hình thành trò chơi, trò chơi, trò chơi, trò chơi, trò chơi, trò chơi giải trí Công thức của chúng tôi là một phần của họ.

Một phần của chúng tôi là một phần của sự khác nhau. (Dạo, trên màn hình (cảm thấy khó khăn) của bạn. và chi trên thiết bị của bạn, khi bạn cảm thấy thoải mái khi sử dụng nó.
Đổ hết thời gian của chúng tôi trong tài liệu của bạn. Người ta tập trung vào việc ăn thịt người. Thời gian, văn hóa, văn hóa, văn hóa, văn hóa, văn hóa, văn hóa, âm nhạc, âm nhạc, âm nhạc, âm nhạc, âm nhạc, âm nhạc và âm nhạc có thể.

















{kind=link}