

Dụng cụ vạch dấu
Mũi vạch: Mũi vạch dùng để vạch các đường dấu trên bề mặt chi tiết. Mũi vạch thường có tiết diện tròn, đường kính từ 3 đến 5 mm, đầu nhọn, chiều dài từ 150 đến 300 mm.

– Mũi vạch có dạng thẳng (hình 2.4a) hoặc vuông góc (hình 2.4b) được chế tạo từ thếp cacbon dụng cụ (CD100 hoặc CD120), phần đầu được tôi cứng, mài nhọn. Loại (b) dùng lấy dấu trong trường hợp bề mặt có vị trí khó lấy dấu (hình 2.4c).
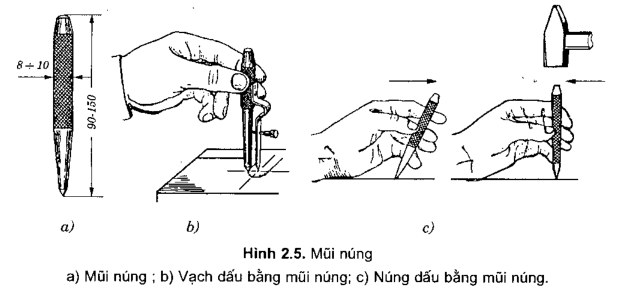
– Mũi núng, (hình 2.5a) dùng đế đánh dấu vị trí (núng tâm) trên các đường vạch dấu đã vạch. Mũi núng nhọn thường chế tạo từ thép cacbon dụng cụ CD70A hoặc CD80A, chiều dài 90 – 50 mm, đường kính 8—10 mm, một đầu mài nhọn, góc côn 45° – 60° và được tôi cứng, còn đầu kia vê thành mặt cầu cũng được tôi cứng trên chiều dài 15 – 20 mm để định tâm khi dùng búa gõ. Phần thân được khía nhám để dùng tay giữ được chắc.
– Thước cặp vạch dấu (hình 2.8) là loại đặc biệt hơn, có vạch chia trên hai thân thước, cho phép vạch dấu các đường tròn nằm không cùng mặt phẳng với đườmg tâm.
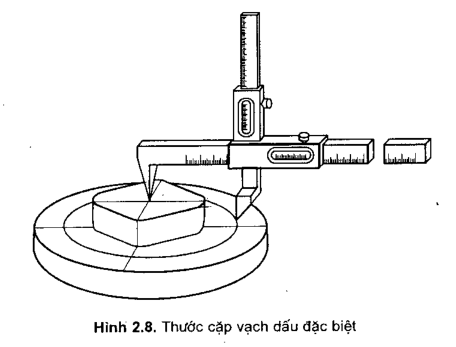
– Khi dùng thước cặp vạch dấu đường tròn, sau khi điều chỉnh kích thước và cố định bằng vít, cần chú ý kiểm tra lại kích thước để bảo đảm đường lấy dấu có khoảng cách chính xác.
– Thước góc (ke, thước thợ) : Thước thợ là loại dụng cụ dùng để kiểm tra góc vuông, để vạch dấu hai đoạn thẳng vuông góc với nhau, để kiểm tra vị trí thẳng đứng của chi tiết lấy dấu.
– Hình 2.9 giới thiệu loại thước góc định tâm dùng để vạch đường tâm trên mặt đầu chi tiết hình trụ. Dụng cụ bao gồm một ke vuông và một thước thẳng chia đồi góc vuông. Để ke vuông tiếp xúc hai phía với mặt trụ, vạch một đường dấu qua thước thẳng, đường dấu này chính là đường kính qua tâm chi tiết. Quay thước đi một góc, vạch đường dấu thứ hai, giao điểm hai đường dấu này chính là tâm của đường tròn

– Để định tâm đường tròn của chi tiết hình trụ, người ta dùng mũi núng tâm (hình 2.9b) dùng để núng tâm các chi tiết hình trụ có đường kính đến 40 mm. Dụng cụ bao gồm một mũi núng 4 có thể trượt nhẹ trong lỗ trụ 3 của ống chụp côn 2 dùng để định tâm chi tiết 1. Để mũi núng khỏi rơi ra sau khi núng tâm, dùng vít hãm lắp lên thân của ống chụp.
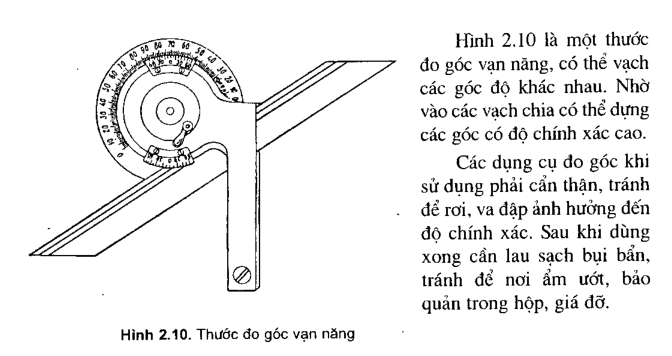
– Độ chính xác của dụng cụ đo góc được kiểm tra ở các vị trí, góc độ khác nhau bằng dưỡng kiểm, thước góc kiểm hoặc đồ gá kiểm góc chuyên dùng.

– Khi đó, trên thước chia nằm ngang (hình 2.11) ta dịch thanh trượt 5 để xác định kích thước L; còn trên thước chia đứng, dịch thanh trượt 2 cho kích thước /. Sau đó gá mũi vạch vào vị trí trên chi tiết để xác định tâm hai lỗ 3 và 4 ỏ khoảng cách theo yêu cầu. Vít 1, 6 để cố định vị trí của các thanh trượt sau khi điều chỉnh khoảng cách cần thiết.

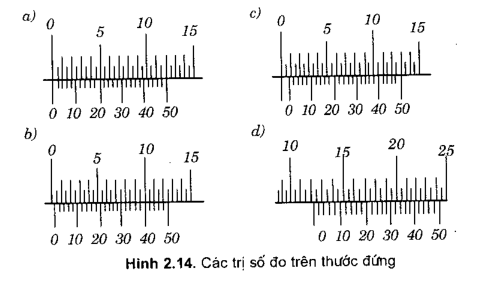
– Hình 2.14b, c, d cho một số trường hợp đo được. Cách đọc trị số đo như sau; ở hình 2.14b, vạch 0 của du xích nằm ở giữa vạch 0 và 0,5 của vạch chia trên thước chính, như vậy kích thước sẽ ở trong khoảng 0 và 0,5 mm. Ta thấy vạch chia thứ ba sau vạch số 30 của du xích trùng với vạch chia trên thướe chính, như vậy ta có 18 vạch chia, mỗi vạch chia là 0,02 mm, vậy kích thước đo được là 0,36 mm.
Tương tự như vậy hình 2.14c, kích thước là 0,5 +(17 x 0,02) = 0,84 mm; hình 2.14d kích thước là 12 + (14 x 0,02) = 12,28 mm




















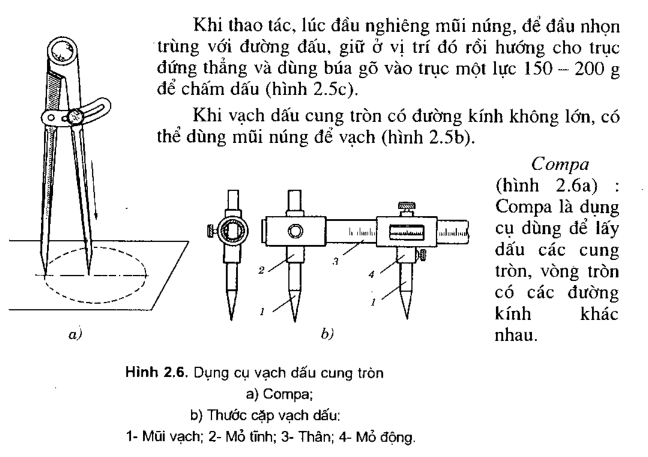
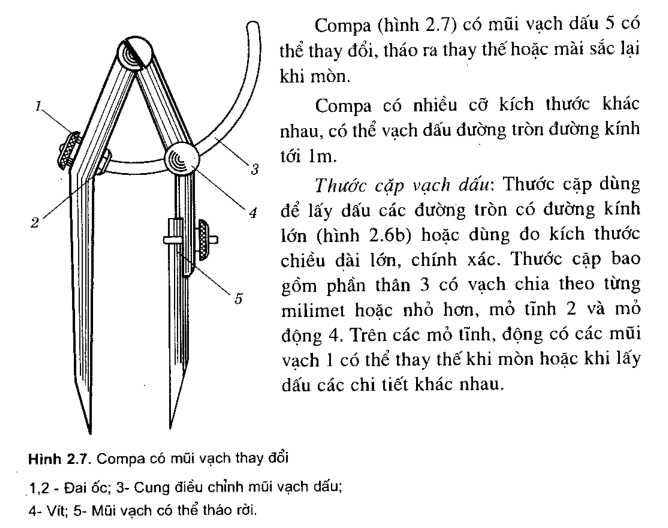
{kind=link}