
Khi bù chiều dài dao trở nên khả dụng, lập trình cũng trở nên dễ dàng hơn. Bù vị trí G45/G46 vẫn được sử dụng, và G92 được xác lập cho cả trục X và trục Y. Tuy nhiên, xác lập G92 đối với trục Z được thay bằng lệnh G43 hoặc G44, với chỉ số bù H (Hình 18.10).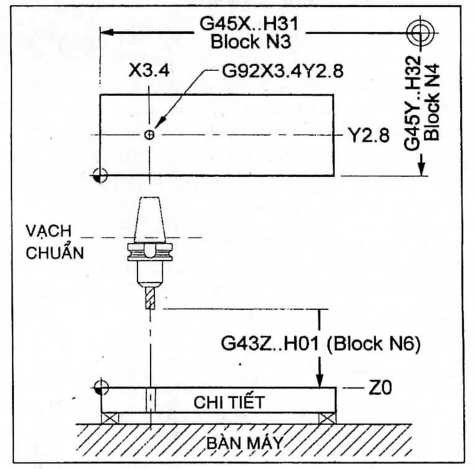
Ngày nay, phương pháp kết hợp bù vị trí G45/G46 và bù chiều dài dao G43/G44 được coi là dã lạc hậu. Chỉ còn G43H.. được sử dụng trong lập trình hiện đại với vị trí đích.
Trong chương trình đã cải tiến, bù chiều dài G43 được áp dụng cho lệnh chuyển động thứ nhất của truc Z.

Khi chương trình được triển khai sử dụng G92, các block N6 và N7, để thuận tiện, có thể kết hợp với nhau:
N6 G43 Z1.0 S850 M03 H01 N7 . . .
Phương pháp này không có tác dụng đốì với
bù chiều dài dao, chỉ vào thời điểm tại đó trục chính bắt đầu quay. Bù vị trí và bù chiều dài dao không thể lập trình trong cùng một block.
Bạn hãy chú ý, bù vị trí vẫn có hiệu lực trong ví dụ này, do không có bù tọa độ làm việc từ mọt trông các lệnh G54 – G59
Bù chiều dài dao và G54 – G59
Kỹ thuật lập trình hiện đại có nhiều lệnh và hàm, G54 — G59 là một trong các lệnh đó. Lệnh G92 đã được thay bằng hệ thông bù chi tiết G54 – G59 và các lệnh khác. Nói chung, G92 không được dùng trong chương trình có sự lựa chọn bù chi tiết G54 đến G59.
Dưới đây là chương trình ví dụ sử dụng bù chiều dài dao trong môi trường bù chi tiết G54 – G59
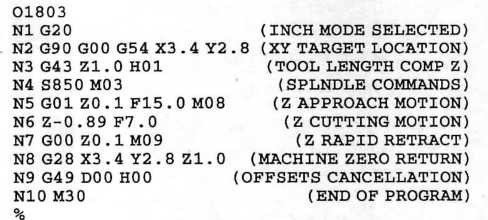
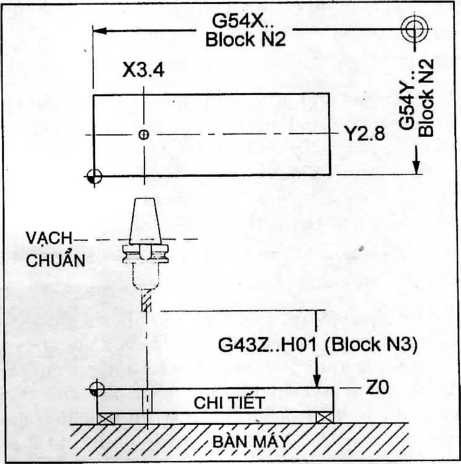
Hình 18.11. Xác lập chiều dài dao với G43 (Z) và G54 – G59 (XY) – chương trình 01803
Trong ví dụ này (Hình 18.11), sử dụng bù chi tiết G54 đến G59, các block N2, N3, và N4 có thể kết hợp với nhau mà không gây ra vấn đề, có lẽ chỉ làm tăng tốc độ xử lý
N2 G90 G00 G54 G43 X3 .4 Y2 . 8 Z1. 0 S850 M3 H01 N3 . . .
Lệnh G54 sẽ tác động đến tất cả các trục G43 với H01 chỉ tác động đến trục Z. Dao phải dịch chuyển đến nơi trống.





















{kind=link}