
- Gia công mặt đầu
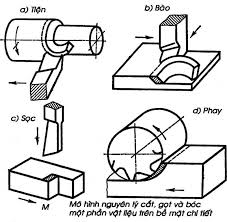
Mặt đầu của càng thường được tạo hình lồi lên khi chế tạo phôi. Tuỳ theo độ chính xác của phôi mà mặt đầu có thể gia công bằng các phương pháp khác nhau: tiện, phay, chuốt, mài, bào…
– Trong sản xuất hàng loạt lớn và hàng khối, do phôi được chế tạo chính xác cao nên thường dùng phương pháp chuốt hoặc mài. Gia công bằng các phương pháp này đạt được độ chính xác cao và năng suất gia công cao.
– Trong sản xuất loạt nhỏ thường dùng phương pháp phay hoặc tiện để gia công mặt đầu.
Tuy nhiên ngay trong sản xuất hàng loạt lớn mà độ chính xác của phôi thấp, thì vẫn phải dùng phay để gia công thô các mặt này.
Khi phay có thể phay từng phía của bề mặt trên máy phay nằm ngang hoặc máy phay thẳng đứng. Có thể gia công 2 mặt đầu ở 2 phía cùng một lúc bằng một trục gá dao gá 2 dao phay đĩa 3 mặt trên máy phay nằm ngang. Lúc này chuẩn định vị là thân biên không gia công. Để tăng năng suất khi phay có thể dùng máy phay nhiều trục phay các mặt đầu cùng một lúc hoặc dùng đồ gá quay nhiều vị trí để gia công.
Một đầu sau khi phay, phải gia công tinh: bằng phương pháp chuốt hoặc mài.
Khi chuốt mặt đầu được gia công riêng từng đầu. Đối với các trường hợp yêu cầu mặt đầu có độ chính xác cao, thì mặt đầu còn phải qua nguyên công mài trên máy mài phẳng. Có thể mài từng phía mặt đầu hoặc mài đồng thời 2 phía trên các máy mài phẳng chuyên dùng.
- Gia công các lỗ cơ bản
Các lỗ cơ bản của càng yêu cầu độ chính xác khá cao về kích thước, vị trí tương quan của chúng. Tuỳ theo sản lượng và điều kiện sản xuất mà có các phương án gia công thích hợp.
Trong sản xuất hàng loạt nhỏ, các lỗ cơ bản được gia công trên máy khoan đứng, máy khoan cần hoặc trên máy tiện, máy doa ngang. Lỗ được xác định bằng phương pháp lấy dấu hoặc rà gá.
Trong sản xuất loạt lớn, các lỗ được gia công trên máy khoan đứng, máy khoan cần, hoặc máy khoan có đầu Rơ-von-ve. Tâm lỗ được xác định bằng bạc dẫn hướng trên đồ gá khoan.
Các phương án gia công có thể thực hiện cụ thể như sau:
a) Gia công từng lỗ của càng:
Phương án này thực hiện gia công từng lỗ trên càng, sau đó dùng lỗ này làm chuẩn định vị tinh để gia công các lỗ tiếp theo. Lỗ được gia công đầu tiên sẽ được xác định vị trí bằng chuẩn thô: vành ngoài của lỗ. Vì chỉ gia công 1 lỗ nên chỉ cần định vị 5 bậc tự do, lỗ được gia công qua các bước: khoan, khoét, doa.
Các lỗ tiếp theo được tiến hành gia công sau khi đã gia công lỗ đầu tiên để làm chuẩn tinh. Khi gia công các lỗ còn lại phải định vị đủ 6 bậc tự do của chi tiết. Khoảng cách tâm của các lỗ được đảm bảo nhờ độ chính xác của khoảng cách tâm chốt định vị và tâm bạc dẫn lỗ đang gia công.
b) Gia công đồng thời các lỗ:
Phương án này thường được áp dụng trong sản xuất loạt lớn và hàng khối, được tiến hành trên các máy khoan nhiều trục hoặc máy tổ hợp. Dùng máy tổ hợp có thể đạt hiệu quả kinh tế cao, trên đó dụng cụ tổ hợp có thể đồng thời gia công các lỗ và các mặt đầu của lỗ.
Gia công đồng thời các lỗ đảm bảo được độ chính xác cao về khoảng cách các lỗ và độ song song của các đường tâm lỗ. Chi tiết gia công sẽ được định vị đủ 6 bậc tự do qua các bề mặt định vị: mặt đầu và các bề mặt ngoài của lỗ.
- Gia công các lỗ ren, lỗ để kẹp chặt
Thông thường các lỗ này có yêu cầu độ chính xác không cao (thường là cấp 5).
Trường hợp dùng để định vị đúng vị trí của càng và bộ phận khác thì lỗ gia công đạt cấp chính xác 2 (lỗ lắp bu lông thanh truyền động cơ).
Nói chung các lỗ này được gia công sau mặt đầu và các lỗ cơ bản.
Đối với các lỗ có độ chính xác không cao thì dùng phương pháp khoan; còn các lỗ có độ chính cao phải thực hiện qua các bước: khoan, khoét, doa.
- Kiểm tra các thông số kỹ thuật của chi tiết dạng càng
Các thông số kỹ thuật cần kiểm tra gồm:
– Đường kính các lỗ cơ bản.
– Chiều dày của các bề mặt càng.
– Độ không song song của các đường tâm lỗ: dùng đồ gá kiểm tra.
– Độ không vuông góc giữa các mặt đầu và tâm lỗ.




















{kind=link}