
Chu trình gia công cho những trình tự công việc kế tiếp luôn luôn vận hành giống nhau làm đơn giản hóa việc lập trình, ở những hệ điều khiển khác nhau, lập trình của chu trình sẽ khác biệt.
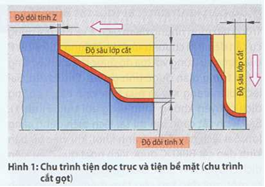
Chu trình cắt gọt
Người ta áp dụng chu trình cắt gọt cho tiện thô và tiện tinh chi tiết.Tùy theo chi tiết mà chuyển động bước tiến sẽ chạy theo hướng tâm hay hướng trục (Hình 1).
Biên dạng hoàn chỉnh của phôi được lưu trữ trong một chương trình con. Việc chia lớp cắt được thực hiện tự động thông qua hệ điều khiển. Cả những tọa độ cần thiết cho từng bước gia công cũng được tính bởi hệ điều khiển. Người ta chỉ cẩn ít câu lệnh trong chương trình chi tiết để thực hiện việc tiện thô và tiện tinh (Hình 2).
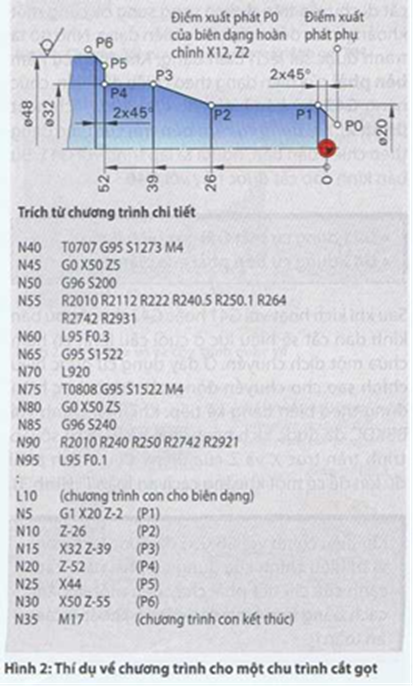
Sau lệnh gọi dụng cụ ở câu lệnh 40 thì dụng cụ chạy đến điểm khởi đầu phụ theo câu lệnh 45. Ở câu lệnh 50 vận tốc cắt cố định được lập trình với G96. Những thông sổ cho tiện thô được nạp ở câu lệnh 55 (Bảng 1).
Thông số là biến số thay đổi (đại lượng thay đổi), được thiết lập qua chu trình cắt gọt.
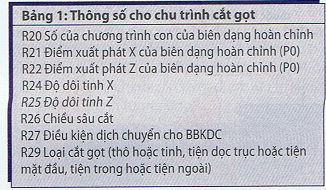
Bảng 1: Thông số cho chu trình cắt gọt
R20 Số của chương trình con của biên dạng hoàn chình R21 Điểm xuất phát X cùa biên dạng hoàn chính (PO) R22 Điểm xuất phát z của biên dạng hoàn chính (PO) R24Độdôi tinhx R25 Độ dôi tinh 1 R26 Chiểu sâu cắt
R27 Diễu kiện dịch chuyển cho BBKDC
R29 Loại cắt gọt (thô hoặc tinh, tiện dọc trục hoặc tiện
mặt đầu, tiện trong hoặc tiện ngoài)
Với lệnh gọi L95 ở câu lệnh 60 thì phôi được tiện thô trước với bước dẫn tiến 0,3 mm. Sau khi đài dao xoay quay trở về đến vị trí thay đổi dụng cụ ở câu lệnh 70, việc thay đổi dụng cụ và lập trình của những số liệu cắt mới trong câu lệnh 75 được nạp vào câu lệnh 90 các thông số cho việc tiện tinh. Với lệnh gọi L95 ở câu lệnh 95 thì biên dạng được tiện hoàn chỉnh với bước dẫn tiến 0,1 mm. Những câu lệnh của chương trình cho biên dạng hoàn chỉnh được quy định trong chương trình con LI 0.




















{kind=link}