
Để làm đơn giản việc lập trình, người ta sử dụng những chu trình và chương trình con.
Chu trình gia công
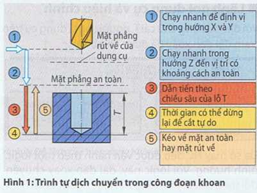
Những chuỗi gổm những bước gia công đơn lẻ thường hay xuất hiện, thí dụ như công đoạn khoan, được các nhà sản xuất hệ điểu khiển lập trình trước và lưu trữ thành những chu trình trong hệ điều khiển (Hình 1).
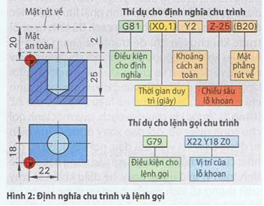
Khi lập trình, chu trình gia công sẽ được gọi bằng một lệnh duy nhất. Những lệnh dịch chuyển trong chu trình gia công được lưu trữ chưa được phân bổ các trị số tọa độ. Đó là các độ lớn thay đổi, được gọi là thông số. Khi lập trình, các thông số sẽ được phân phổi các trị số (định nghĩa chu trình), chỉ sau đó các chu trình gia công mới được gọi lên (Hình 2).
Ở một vài hệ điểu khiển việc gọi và phân bố trị số được thực hiện bằng một câu lệnh. Dụng cụ phải được định vị ngay tại điểm mà chu trình cắn bất đẩu.Tùy theo máy và nhà sản xuất, hệ điểu khiển có nhiều loại chu trình khác nhau được đưa ra sửdụng, thí dụ như cho khoan, khoan sâu, khoan ren, doa, phay theo hình chữ nhật và phay túi tròn, phay lỗ dài, gia công cắt gọt ở tiện và tiện ren.
Chương trình con
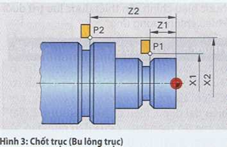
Chương trình con được soạn thảo bởi lập trình viên cho các chi tiết máy trong đó những phẩn tử biên dạng hoặc các chuỗi gia công xuất hiện thường xuyên hơn. Các chương trình con này được lưu trữ trong thư viện chương trình con của hệ điều khiển.Thí dụ như kích thước chích rãnh của chi tiết giống nhau, chương trình tiện chích rãnh chỉ cẩn lập trình một lần thành chương trình con (Hình3).
Sau khi định vị dao tiện chích rãnh tại điểm P1 trong chương trình chi tiết máy (chương trình chính), chương trình con được gọi lên.Trị số tọa độ của rãnh chích được nhập vào theo phương pháp gia số. Dao tiện rãnh chích nằm ở cuối chương trình lại trở về vị trí P1. Sau khi đổi sang cách nhập kích thước tuyệt đối với G90, với lệnh cuối M17 của chương trình con, hệ điểu khiển lại nhảy trở lại câu lệnh của chương trình chi tiết máy mà chương trình này đã theo lệnh gọi của chương trình con. Qua lệnh gọi chương trình con mới, rãnh giống như vậy ở điểm P2 hay ở các điểm khác có thể được gia công. Chương trình con có thể gọi từ bất kỳ chương trình tạo chi tiết máy nào. Trong một chương trình con, có thể thực hiện các lệnh gọi chương trình con khác (Hình 4).
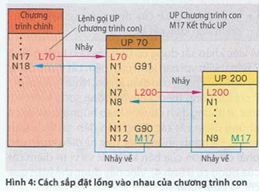
Người ta gọi cách sắp đặt này là cấu trúc lổng vào nhau




















{kind=link}