
1/ Hàn Tig là gì?
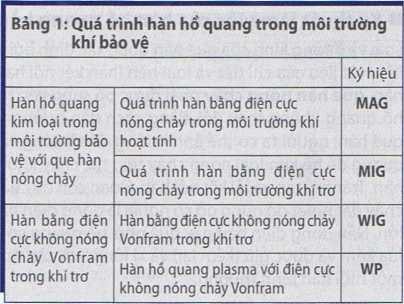
Hàn TIG là quá trình hàn hồ quang bằng điện cực Vonfram trong môi trường bảo vệ là khí trơ, mối hàn được khí trơ bảo vệ tránh khỏi sự xâm nhập của không khí bên ngoài. Kim loại nóng chảy được là nhờ nhiệt lượng do hồ quang tạo ra giữa điện cực Vonfram và vật hàn. Cũng như các quá trình hàn MIG và hàn trong khí bảo vệ khác, hàn TIG có thể sử dụng khí trơ hoặc hỗn hợp khí trơ.

2/ Lưa chọn điện cực hàn tig
Điện cực hàn TIG Volfram được sử dụng làm điện cực vì nó có tính chịu nhiệt cao, nhiệt độ nóng chảy cao đến 3410 độ C, với nhiệt độ như vậy điện cực vonfram sẽ không bị nóng chảy do nhiệt độ của hồ quang hàn. Điện cực vonfram còn có khả năng phát xạ điện tử tốt do đó có thể tạo ion hóa hồ quang và duy trì hồ quang, mặt khác vonfram có tính chống oxi hóa cao, không bị gỉ, ăn mòn bởi oxy hóa.
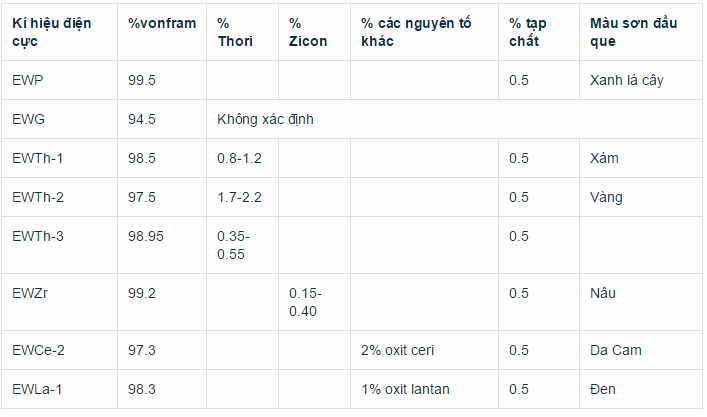
Theo tiêu chuẩn hiệp hội hàn hoa kỳ AWS A 5.12-80 qui định: Điện cực volfram đường kính tiêu chuẩn từ 0.25 đến 6.4mm với chiều dài từ 76 đến 610mm
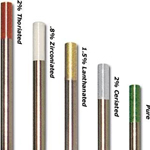
2.1/ Kim hàn thuần Vonfram
Thành phần kim hàn chứa đến 99.5% vonfram. Kim hàn này bị hao mòn nhanh so với tất cả các loại kim hàn hợp kim khác tuy nhiên nó có giá thành rẻ hơn. Kim hàn nhanh bị mòn khi bị nung nóng, cung cấp dòng hồ quang ồn định khi sử dụng dòng điện xoay chiều có đặc tính đường cân bằng hoặc hình sin. Nó đặc biệt tốt với hàn với vật liệu nhôm và magie. Tuy nhiên nó không thường được sử dụng với dòng hàn một chiều.
2.2/ Kim hàn Vonfram với 2% Thori
Kim hàn vonfram có chưa thori oxit chứa tối thiểu 97.3% vonfram và từ 1.7 đến 2.2% thori. Chúng được sử dụng phổ biến nhất trong các loại kim hàn TIG vì tuổi thọ cũng như tính dễ sử dụng của nó. Thori giúp tăng khả năng phát xạ điện tử của điện cực, do đó nó giúp mò hồ quang dễ dàng, cũng như khả năng chịu đựng dòng hồ quang cao. Nó cũng có khả năng cung cấp mối hàn sạch hơn các điện cực khác.
Khác với điện cực Vonfram tinh khiết, các điện cực có thori chỉ được sử dụng với dòng điện xoay chiều khi hàn với vật hàn nhôm mỏng, hoặc các vật liệu có độ dày dưới 0.6 inch. Tuy nhiên chúng đặc biệt phù hợp với việc hàn sử dụng dòng một chiều điện cực thuận trên các vật liệu thép carbon hoặc thép không gỉ, nickel hoặc các vật hàn titan.
Trong quá trình sản xuất điện cực Thori được phân tán đều trên toàn bộ kim hàn, điều này cho phép điện cực duy trì được đầu nhọn điện cực hàn, điều này là lý tưởng cho hàn các vật hàn mỏng. Tuy nhiên chúng ta cần chú ý Thori là phóng xạ do đó, bạn phải luôn luôn tuân thủ theo các khuyến cáo của nhà sản xuất trong quá trình sử dụng.
2.3/ Kim hàn là hợp kim với Ceri
Kim hàn tig có thể là hợp kim của Vonfram với Ceri trong đó Vonfram chiếm tối thiểu 97.3% và 1.8 đến 2.2 % Ceri. Điện cực này hoạt động tốt nhất với các dòng hàn một chiếu tại chế độ hàn thấp. Nó cũng có thể sử dụng tốt với dòng hàn một chiều hoặc xoay chiều. Với đặc tính bắt đầu hồ quang với cả dòng điện thấp. Điện cực Ceriated trở lên phổ biến đối với các ứng dụng như hàn ống, tấm kim loại mỏng hoặc làm với các bộ phận nhỏ, tinh tế. Giống như điện cực thoriated, nó có thể sử dụng tốt với thép carbon, thép không gỉ, thép niken và titan, do đó nó có thể là điện cực thay thế hoàn hảo cho điện cực thoriated 2%.
Điện cực Ceriated có các khác biệt không đáng kể so với điện cực thoriated. Việc sử dụng điện cực Ceriated với dòng hàn cao không được khuyến khích do nhiệt độ đầu điện cực có thể phá hỏng các ưu điểm của oxit Ceri mang lại.
2.4/ Kim hàn hợp kim với 1.5% Lanthan
Kim hàn TiG với hợp kim vonfram với Lanthan Oxit chứa tối thiểu 97.8% vonfram và từ 1.3% đến 1.7% Lanthan oxit hoặc Lanthan. Điện cực này có khả năng tạo hồ quang tốt, tốc độ hao mòn thấp, chứa rất nhiều ưu điểm giống như điện cực Ceriated. Nó cũng có các đặc tính như điện cực Thoriated mà trong một số trường hợp nó có thể thay thế điện cực này mà không phải thay đổi chương trình hàn.
Điện cực hợp kim Lanthanated là lý tưởng nếu bạn muốn tối ưu khả năng hàn của bạn. Nó có thể làm việc tốt với dòng AC, cũng như DC điện cực thuận, tuy nhiên điện cực có thể bị ảnh hưởng nếu dùng với dòng hàn xoay chiều sóng hình sin. Lathan oxit được phân bố đều trên điện cực kim hàn TIG trong quá trình sản xuất, điều này giúp cho việc duy trì đầu nhọn điện cực, tạo ưu thế tốt khi hàn thép và thép không rỉ với dòng hàn một chiều hoặc dòng hàn xoay chiều với sóng vuông.
Không giống điện cực hợp kim với thori các điện cực hợp kim lathana tương thích với hàn xoay chiều như điện cực hợp kim ceri, nó cho phép hàn hồ quang với điện áp thấp. Đối với diện cực vonfram nguyên chất điện cực hợp kim lanthana có khả năng chịu tăng 50% dòng điện tải.
2.5/ Điện cực với hợp kim zirconi (ZrO2)
Điện cực Vonfram với Zirconi chưa tối thiểu 99.1% vonfram và từ 0.15% đến 0.4% Zirconi. Điện cực này cung cấp hồ quang cực kỳ ổn định và chống lại sự nhiễm bẩn vonfram. Nó có thể hàn với các đặc điểm bằng hoặc hớn so với điện cực hợp kim với thori khi hàn với dòng xoay chiều. Trong mọi trường hơp thì nên sử dụng điện cực này với dòng điện một chiều.
3/ Tác hại và phòng tránh bức xạ trong quá trình hàng Tig
3.1/ Tác hại
Tác hại của bức xạ tùy thuộc vào bước sóng, cường độ và lượng thời gian mà ta tiếp xúc với năng lượng bức xạ. Mặc dù có rất nhiều tác hại có thể xảy ra đối với con người, hai tổn thương thường gặp đó là:
- Bỏng da
- Tổn thương mắt
3.2/ Các loại bức xạ
Có 2 loại bức xạ có liên hệ đến quá trình hàn, cắt:
- Bức xạ bị ion hóa (ví dụ như tia X).
- Bức xạ không bị ion hóa (như tia tử ngoại – hay còn gọi là tia cực tím, ánh sáng thấy được – ánh sáng trắng, hoặc tia hồng ngoại).
Bức xạ ion hóa
- Sinh ra bởi dòng tia điện tử trong quá trình hàn.
- Sinh ra trong quá trình mài điện cực Wonfram có chứa Thori dùng cho quá trình hàn hồ quang bằng điện cực không nóng chảy wonfram trong môi trường khí bảo vệ. Bụi từ quá trình mài có tính phóng xạ.
Bức xạ không ion hóa
- Được sinh ra trong quá trình hàn hồ quang.
- Cường độ và bước sóng của năng lượng bức xạ được sinh ra phụ thuộc vào:
- quá trình hàn có sử dụng khí bảo vệ Argon sinh ra lượng bức xạ tử ngoại nhiều hơn so với quá trình hàn có sử dụng loại khí bảo vệ khác
- các thông số chế độ hàn, như bức xạ tử ngoại tăng theo tỉ lệ bình phương với cường độ dòng điện trong khi đó ánh sáng thấy được của hồ quang tăng theo một tỉ lệ thấp hơn nhiều thành phần của điện cực và kim loại chi tiết hàn, loại thuốc bọc và các chất phủ hoặc mạ trên bề mặt kim loại chi tiết hàn.
♦ Tia hồng ngoại là loại bức xạ nóng, có bước sóng (λ)>700nm, khi tiếp xúc lâu ngày với mắt, sẽ ảnh hưởng lên thủy tinh thể của mắt, gây ra chứng mờ hoặc đục thủy tinh thể.
♦ Ánh sáng trắng (ánh sáng thấy được) có thể làm mắt bị lóa, chói và làm giảm thị lực.
♦ Tia tử ngoại – tia cực tím là loại bức xạ nguy hiểm nhất cho mắt, là nguyên nhân gây chói mắt. Tia tử ngoại gây đau mắt, chảy nước mắt sống và làm sưng mí mắt, gây đỏ mắt, trong trường hợp trầm trọng có thể gây bong tróc giác mạc. Tia tử ngoại cũng làm tổn thương đối với da người không được che chắn (như hiện tượng da bị cháy nắng).
3.3/ Phương pháp phòng chống bức xạ
Đối với bức xạ ion hóa
- Kiểm soát giới hạn an toàn bức xạ bằng cách xử dụng các vật chắn phù hợp xung quanh vùng có tia điện tử
- Sử dụng các hệ thống hút khí tại vị trí mối hàn và khi cần thiết ta có thể sử dụng mặt nạ phòng chống độc thích hợp, kiểm soát thời gian tiếp xúc, khoảng cách thích hợp với nguồn bức xạ và sử dụng các vật che chắn
- Khi mài điện cực Wonfram có chứa nguyên tố thori, luôn sử dụng hệ thống hút khí ngay tại vị trí mài và nếu cần thiết có thể sử dụng mặt nạ chống độc để tránh hít phải bụi mài.
- Các bức xạ khác của điện cực Wonfram có chứa nguyên tố Thori ở điều kiện bình thường trong quá trình lưu trữ, hàn, hoặc các mẫu còn lại sau khi hàn (không sử dụng nữa) không đáng kể.
Đối với bức xạ không bị ion hóa
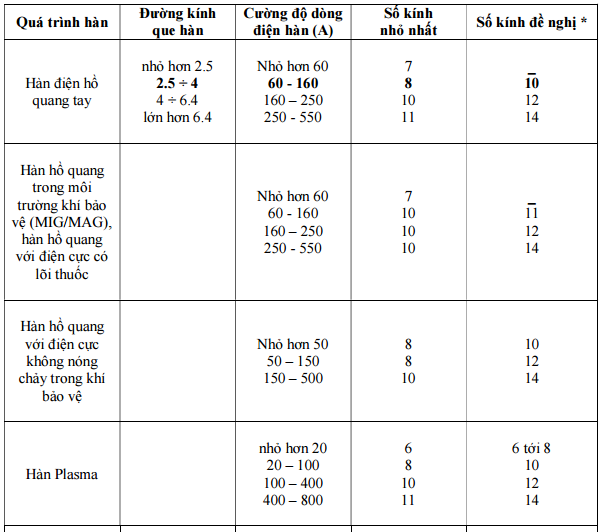
Sử dụng mặt nạ hàn với kính hàn đúng quy định.
Bảo vệ da với bao tay và quần áo bảo hộ phù hợp theo quy định.
Chú ý tới sự phản xạ của hồ quang hàn và bảo vệ mọi người khỏi sự phản xạ với cường độ lớn. Ta có thể sử dụng sơn có oxit titan hoặc oxit kẽm như là 2 màu chủ đạo có tác dụng làm giảm sự phản xạ của tia tử ngoại.
Tổ chức quá trình hàn tại nơi mà các công nhân khác không phải tiếp xúc trực tiếp với bức xạ tử ngoại hoặc phản xạ của bức xạ tử ngoại. Sử dụng màn chắn, bố trí với khoảng cách phù hợp so với các vị trí làm việc khác, bố trí lối đi phụ – đi vòng để tránh tiếp xúc trực tiếp với bức xạ.
Đeo kính bảo vệ có khung che bao quanh mắt kết hợp với mặt nạ hàn có kính lọc phù hợp. Khung che xung quanh kính cung cấp sự bảo vệ cần thiết khỏi các bức xạ phản xạ.
Chắc chắn mọi người đều phải đeo kính bảo vệ có khung che bao kín mắt bất cứ lúc nào ở gần nơi có quá trình hàn, cắt.



















{kind=link}