
Trong gia công, hệ điều khiển tính toán kích thước của dụng cụ cắt với kích thước chi tiết đã được lập trình, như thế biên dạng chi tiết có thể lập trình độc lập với dụng cụ cắt gọt được đưa vào sử dụng. Trước đó mỗi một dụng cụ phải được đo.
Đo dụng cụ ở ngoài
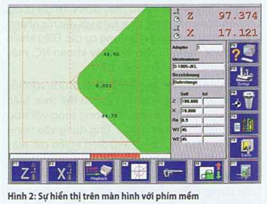
Việc chỉnh trước và đo dụng cụ phần lớn được thực hiện ở ngoài máy công cụ, thí dụ như trong thiết bị chỉnh trước dụng cụ hay một máy đo dụng cụ (Hình 1).

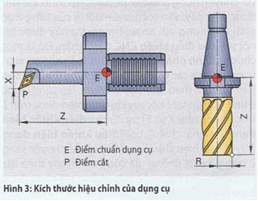
Dụng cụ bị kẹp với điểm cắt p được điều khiển (bằng tay hoặc tự động) chạy đến dưới đường chỉ chữ thập nhờ phương tiện nhận diện lưỡi cắt bằng phương pháp quang học Công nghệ xử lý ảnh hiện đại cho phép đo rất chính xác không phụ thuộc vào người sử dụng máy (Hình 2).
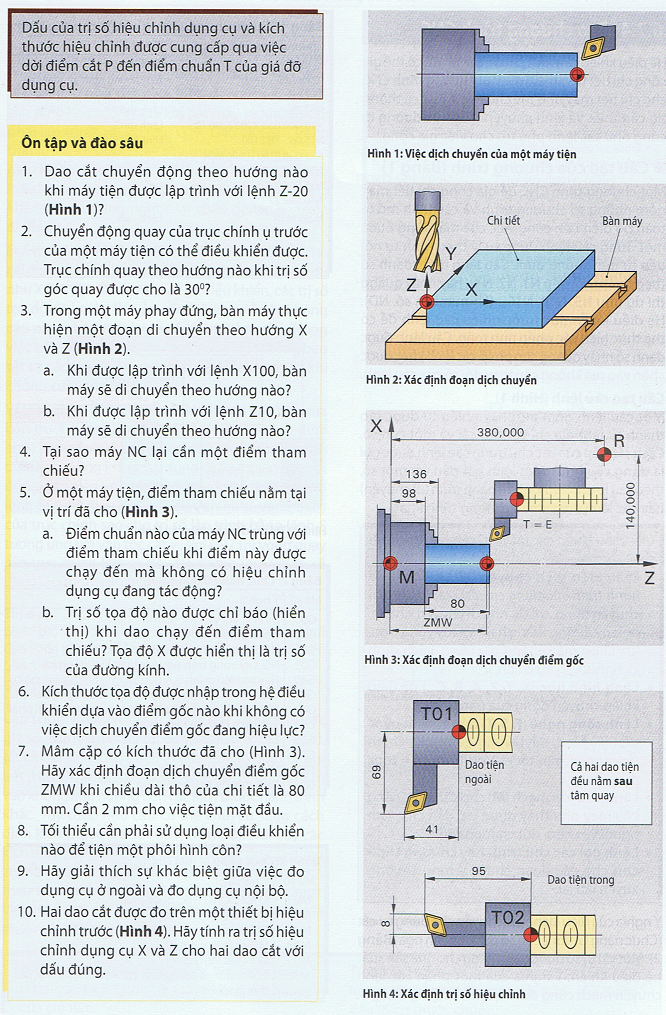
Khoảng cách của điểm cắt p đến điểm chuẩn dụng cụ E được xem như là trị số hiệu chỉnh với dấu đúng để đưa vào bộ nhớ những số liệu chỉnh dụng cụ của điểu khiển CNC và phân bổ cho dụng cụ tương ứng (Hình 3).
Những thao tác kể trên có thể thực hiện bằng tay qua nút ấn của hệ điều khiển hay trực tuyến qua đường truyền dữ liệu hoặc qua việc lưu trữ vào trong một con chip dữliệu của giá giữdụng cụ. Qua việc hiệu chỉnh trước các dụng cụ người ta có thể tăng gia sản lượng một cách đáng kể.
Đo dụng cụ nội bộ
ở một vài máy tiện việc đo dụng cụ được thực hiện trên máy. Điểm cắt p của từng dụng cụ được di chuyển đến đường chỉ chữ thập của thiết bị đo quang học và kích thước điều chỉnh đo được của dao cắt được bộ phận lưu trữ dữ liệu hiệu chỉnh dụng cụ tiếp nhận. Việc tìm ra kích thước hiệu chỉnh dụng cụ cũng có thể thực hiện qua việc cho dụng cụ chạm nhẹ (gâi) vào chi tiết.
Dấu (trị số) của hiệu chỉnh dụng cụ
Nếu hệ điểu khiển không tính các trị số hiệu chỉnh dụng cụ (thí dụ như ở TO), nhưthếđiểm chuẩn của giá đỡ dụng cụ T trùng với trị số tọa độ đã được lập trình. Với bộ phận hiệu chỉnh dụng cụ đang hoạt động, hệ điểu khiển tính kích thước điều chỉnh vào điểm chuẩn của giá mang dụng cụ (Hình 4).

Giá mang dụng cụ sẽ được chình lại sao cho điểm cắt p của dụng cụ tương ứng vào vị trí tọa độ đã đựợc lập trình. Vì thế các trị số hiệu chỉnh phải đưa vào với dấu chính xác




















{kind=link}