
Hệ thống đo hành trình là một thành phần của mạch điểu chỉnh vị trí. Vị trí của bàn máy hay của dụng cụ được đo (trị số thực) và so sánh vớí trị số cài đặt.Động cơ dẫn tiến được điều chỉnh cho đến khi trị số thực trùng với trị số cài đặt.Hệ thống đo hành trình làm việc theo nhiều phương pháp khác nhau (hình 4).Chúng được phân biệt bởi độ chính xác khả năng lắp vào máy và chi phí.
Các hệ thống đo hành trình cung cấp các tín hiệu đo được tạo ra do cảm ứng hoặc quang điện. Chúng được xử lý trong điều khiển CNC. Hệ thống đo hành trình bằng quang điện bao gồm một thước có vạch hoặc một đĩa có vạch và một thiết bị dò (đẩu đo).
Đo hành trình trực tiếp (Hình 1)
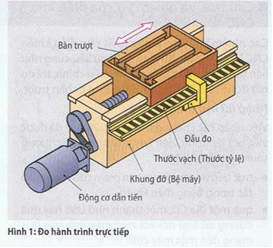
Khi đo hành trình trực tiếp thì thiết bị đo gắn theo bàn trượt cẩn xác định vị trí. Thước đo có vạch có thể gắn theo bàn trượt và đẩu đo gắn trên khung cố định hoặc ngược lại.Thiết bị đo phải được bọc che kỹ lưỡng để không bị bẩn hoặc hư hại.
Đo hành trình gián tiếp (Hình 2)
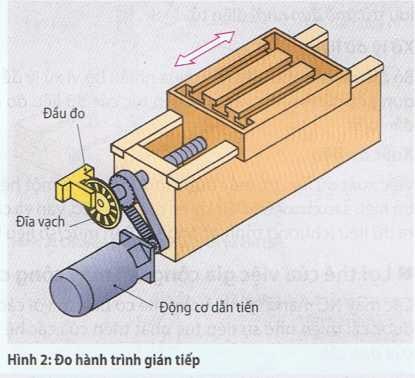
Đĩa vạch của cảm biến đo góc xoay được gắn cứng với trục quay tạo chuyển động dẫn tiến. Khi động cơ cho chuyển động dẫn tiến quay vòng thì các vạch trên đĩa chạy ngang qua đẩu đọc và như thế các vòng quay được đếm. Từ số lượng của vòng quay đo được cũng như từ bước ren của trục dẫn tiến, vị trí của bàn trượt sẽ được bộ điều khiển CNC tính ra. Các sai lệch hệ thống, thí dụ sai số của bước ren có thể được phẩn mềm của điểu khiển CNC cân bằng. Hệ thống không bị ảnh hưởng bởi nhiễm bẩn vì có thể được bọc kín hoàn toàn.
Hệ thống đo hành trình theo gia số (Hình 3)
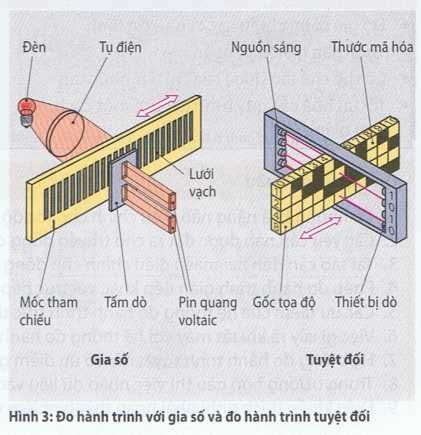
Trong hệ thống đo này thì các bước đo bằng nhau (gia số) của một lưới vạch được cộng vào hoặc trừ đi.Tổng số của các xung đếm tương ứng với hành trình của bàn trượt. Song song với các lưới vạch có các móc tham chiếu với vị trí đã biết sẵn, để trong trường hợp mất điện hoặc khi bật máy, vị trí của bàn trượt có thể được xác định.
Đối với các hệ thống đo hành trình theo gia sổ thì sau khi bật máy, trước hết phải xác định mốc tham chiếu để chạy đến.
Hệ thống đo hành trình tuyệt đối (hình 3)
Trong hệ thống đo hành trình tuyệt đối thì mỗi bước chia được phân bổ với một trị số chính xác. Đẩu dò nhờ vào các vạch xuyên sáng hoặc chắn sáng trên thước đo để xác định vị trí của bàn trượt. Sau khi mở nguồn cung cấp điện thì vị trí của trục máy được xác định mà không cẩn phải tiến đến một mốc tham chiếu.




















{kind=link}