
1.Kích thước
Kích thước là giá trị bằng số của đại lượng đo chiều dài đơn vị đo được lựa chọn.
Trong chế tạo máy đơn vị đo lường dùng là mm.
1m = 1000 mm;1mm = 1000 µm
a/.Kích thước danh nghĩa
Là kích thước được xác định bằng tính toán dựa trên cơ sở chức năng của cho tiết,sau đó qui tròn ( về phía lớn hơn) theo các giá trị của dãy kích thước thẳng danh nghĩa tiêu chuẩn
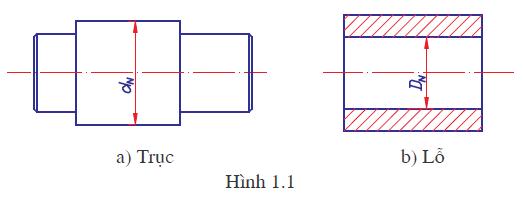
Kích thước danh nghĩa của chi tiết trục được kí hiệu là dN (hình 1.1a).
Kích thước danh nghĩa của chi tiết lỗ được kí hiệu là DN (hình 1.1b)
Kích thước danh nghĩa được ghi trên bản vẽ dùng làm gốc để tính các sai lệch kích thước.
b./Kích thước thực.
Là kích thước nhận được từ kết quả đo trên chi tiết gia công với sai số cho phép .Ví dụ khi đo kiach1 thước trục bằng thước ca85pco1 độ chính xác là 1/20,kết quả d0o nhận được là 28,25mm tức là kích thước thực của trục là dt = 28,25mm
Với sai số cho phép là ± 0,05mm
Kích thước thực ký hiệu dt đối với trục và Dt đối với lỗ.
c/ Kích thước giới hạn
Để xác định phạm vi cho phép của sai số chế tạo kích thước,người ta quy định hai kích thước giới hạn:
Kích thước giới hạn lớn nhất là kích thước lớn nhất cho phép khi chế tạo chi tiết ,ký hiệu đối với trục dmax và đối với lỗ Dmax
Kích thước giới hạn nhỏ nhất là kích thước nhỏ nhất cho phép khi chế tạo chi tiết,ký hiệu đối với trục dmin và đối với lỗ Dmax
Vậy điều kiện để kích thước của chi tiết sau khi chế tạo đạt yêu cầu là :
dmin ≤ dt ≤ dmax
Dmin ≤ Dt ≤ Dmax
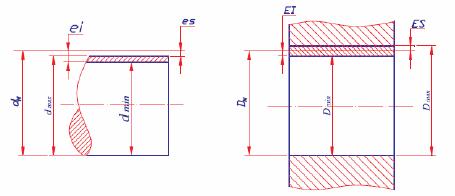
d/. Sai lệch giới hạn:
Sai lệch giới hạn là sai lệch của các kích thước giới hạn so với kích thước danh nghĩa. Sai lệch giới hạn gồm sai lệch giới hạn trên (es, ES) và sai lệch giới hạn
dưới (ei, EI).
Chi tiết trục: es = dmax – dN ; ei = dmin – dN
Chi tiết lỗ: ES = Dmax – DN ; EI = Dmin – DN
Chý ý: Tùy theo giá trị của kích thước giới hạn và kích thước danh nghĩa mà sai lệch có thể âm, dương hoặc bằng không .















{kind=link}
Hieu ho