
Để tạo ra độ trội tinh trong gia công thô thì những điểm của biên dạng không phải bị thay đổi, khi hiệu chỉnh dụng cụ được thay đổi.Trong gia công thô, thay vì chiều dài thực sự của dụng cụ, người ta đưa vào một trị số tương đương với chiều dài thực sự cộng thêm trị số bằng lượng dư trên trục z (Hình 3).
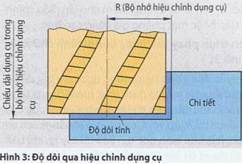
Trị số hiệu chỉnh bán kính ở những trường hợp như thế được tăng lên khoảng bằng độ trội trên trục z. Qua đó, khi hiệu chỉnh quỹ đạo của dụng cụ được kích hoạt, đường đi của tâm điểm dao phay được dịch chuyển một đoạn bằng bán kính dao phay và lượng dôi gia công so với biên dạng.Trong gia công tinh, chỉ xảy ra một thay đổi hiệu chỉnh trên kích cỡ thực của dụng cụ mà không cẩn thay đổi chính dụng cụ đó.




















{kind=link}