

Đánh bóng
– Mục đích đánh bóng làm cho bề mặt bằng phẳng, nhẵn, có độ bóng như gương. Đánh bóng bao gồm công đoạn đánh bóng thô, đánh bóng trung bình, đánh bóng tinh.
+ Đánh bóng thô dùng phớt cứng đánh bóng bề mặt đã qua mài bóng hoặc chưa mài bóng, có tác dụng mài cắt nhất định với kim loại nền, loại bỏ vết mài thô.
+ Đánh bóng trung bình dùng phớt tương đối cứng đánh bóng bề mặt đã qua đánh bóng thô, loại bỏ vết khi đánh bóng thô, bề mặt tương đổi bóng.
+ Đánh bóng tinh là công nghệ sau cùng khi đánh bóng, dùng phớt mềm, bề mặt bóng như gương. Đánh bóng dùng để xử lý bề mặt trước khi mạ cũng có thể để đánh bóng bề mặt sau khi mạ.
1. Phớt đánh bóng
Phớt đánh bóng được làm từ vải bạt, vải bông, vải mộc … Phớt có nhiều loại khác nhau.
a. Phớt khâu
– Phớt làm từ vải, phớt khâu theo dạng đồng tâm hoặc đường xoăn ốc từ tám phát ra. Muốn có phớt cứng các đường khâu cách nhau 5 – 10 mm, phớt mềm hơn, đường khâu cách nhau 15-20 mm. Những phớt này dùng để đánh bóng thô.
b. Phớt không khâu
– Phớt chỉ khâu ở giữa trung tâm là loại phớt mềm dùng đê đánh bóng tinh.
c. Phớt ghép
– Phớt lạo thành bởi tấm vải tròn, gấp hai hoặc gấp ba thành dạng túi sau đó gấp ép lẫn nhau. Phớt có thế giữ thuốc đánh bóng, tính đàn hồi tốt.
d. Phớt nhăn
– Phớt tạo thành do cuộn vải thành góc 45°, khâu liên tục, ép dẹt thành cuộn, những cuộn này bao quanh vòng tròn có rãnh thành dạng nhãn, trung tâm phớt có tấm.
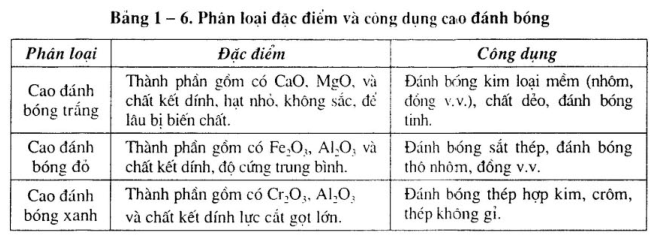
2. Cao đánh bóng
– Cao đánh bóng gồm có hạt mài và chất kết dính (ví dụ như: stearic, parapin v.v.) có bán ở thị trường. Đặc điểm và công dụng của chúng xem bảng 1 – 6.
3. Dung dịch đánh bóng
– Dung dịch đánh bóng giống như cao đánh bóng nhưng ở dạng dung dịch hoặc nhũ tương, dùng để thay thế cao đánh bóng.
– Dung dịch đánh bóng được phun vào phớt đánh bóng qua hệ thống thùng chứa, nguyên liệu tâng áp. thùng chứa nguyên liệu ở vị trí cao hoặc bơm đi vào vòi phun. Độ lớn áp suất thùng chứa nguyên liệu hoặc công suất bơm phụ thuộc vào độ nhớt, lượng cung cấp v.v. của dung dịch đánh bóng.
– Do dung dịch đánh bóng được cung cấp liên tục vì thế làm giảm sự mài mòn phớt. Bể mạt sản phẩm không dính nhiều thuốc đánh bóng, có thê nâng cao năng suất lao động.
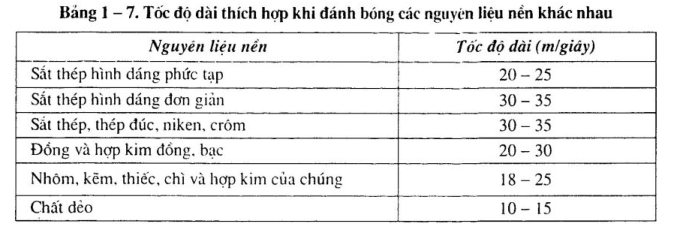
4. Chọn tốc độ dài phớt đánh bóng
– Chọn tốc độ dài phớt đánh bóng thích hợp là nhân tố quan trọng để bảo đảm chất lượng. Thông thường chọn tốc độ dài đánh bóng lớn hơn tốc độ dài mài bóng.
– Khi chọn tốc độ dài đánh bóng cần căn cứ vào nguyên liệu nền, nguyên liệu mạ và yêu cầu đánh bóng. Khi đánh bóng thô, chọn tốc độ dài tương đối lớn, khi đánh bóng tinh chọn tốc độ dài nhỏ. Chọn tốc độ dài khi đánh bóng xem bảng I – 7.
5. Những sự cố và phương pháp khắc phục
xem bảng I – 8




















{kind=link}