
Máy bào thẩm
Công dụng
Gia công mặt phẳng, gia công hai mặt phẳng vuông góc với nhau.
Bào đầu lớn đầu nhỏ, bào nghiêng, bào móc lõm…


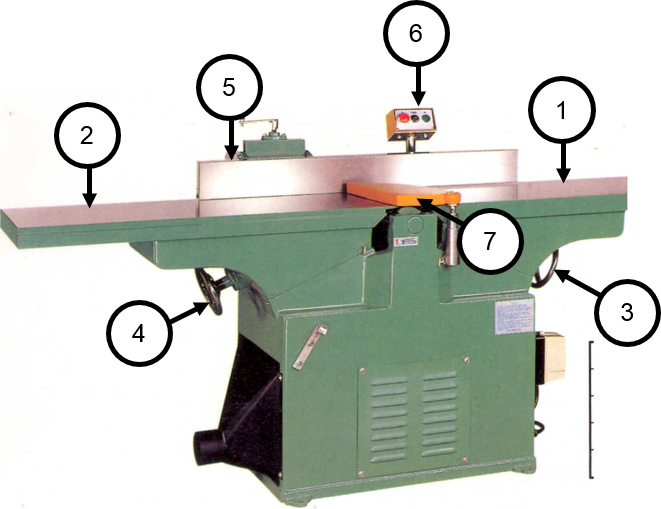
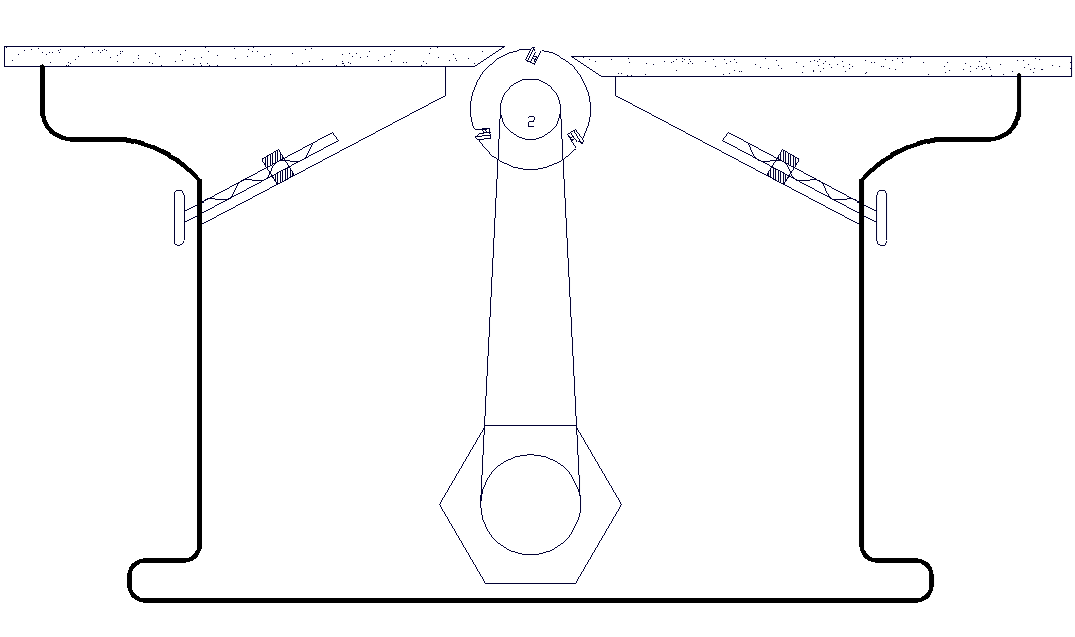
* Cấu tạo
1. Mặt bàn trước
2. Mặt bàn sau
3. Nâng hạ mặt bàn trước
4. Nâng hạ mặt bàn sau
5. Thước tựa
6. Công tắc điện
7. Bộ phận che trục dao
Tốc độ quay của trục cắt 3600 – 7200V/p
![]()
Năng suất của máy :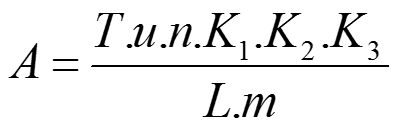
A – Năng suất ca (miếng);
T – Thời gian duy trì của ca (phút); T = 480 phút
u – Tốc độ nạp liệu (m/phút);
n – Số chi tiết 1 lần gia công (miếng);
m – Số mặt cần bào;
L – Chiều dài phôi thô (chi tiết) (m);
K1 – Hệ số lợi dụng thời gian làm việc K1 = 0,85 – 0,9;
K2 – Hệ số lợi dụng thời gian chạy máy; K2 = 0,85 – 0,9 Nếu chiều dài phôi thô 0,5 m dùng hạn dưới; 2,0 m dùng hạn trên
K3 – Hệ số chuyển động trượt: K3 = 0,9;
Một số gia công trên máy bào thẩm
Bào móc lõm

Sửa chữa
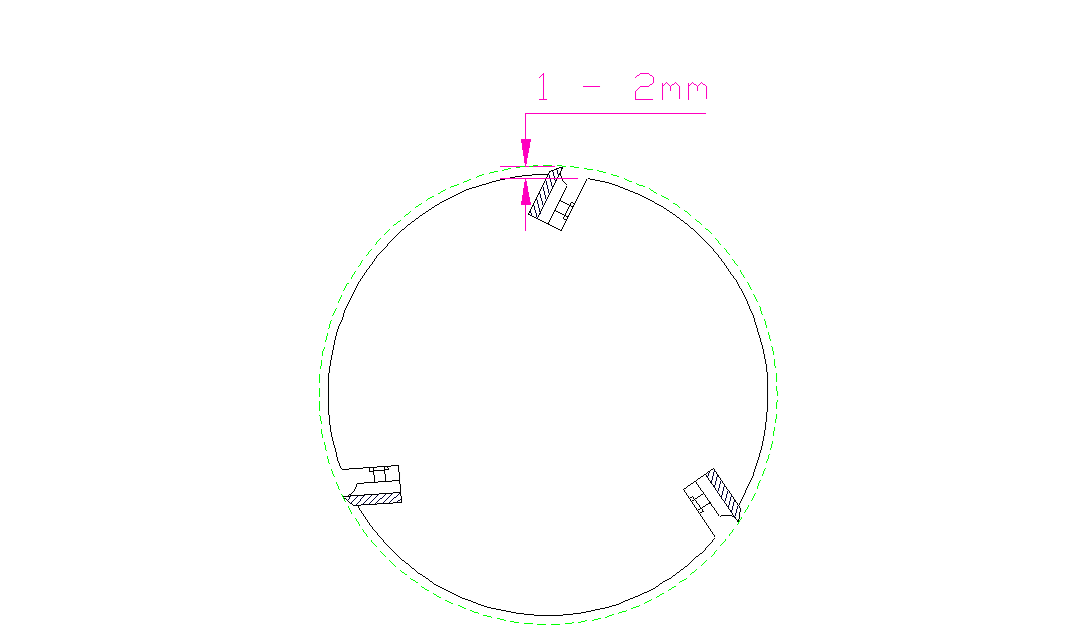
Ráp lưỡi bào
Góc mài của lưỡi bào 300 – 360
Lưỡi bào cao hơn trục bào 1 – 2mm
Các cánh cắt chính của lưỡi năm trên 1 vòng tròn cắt gọt
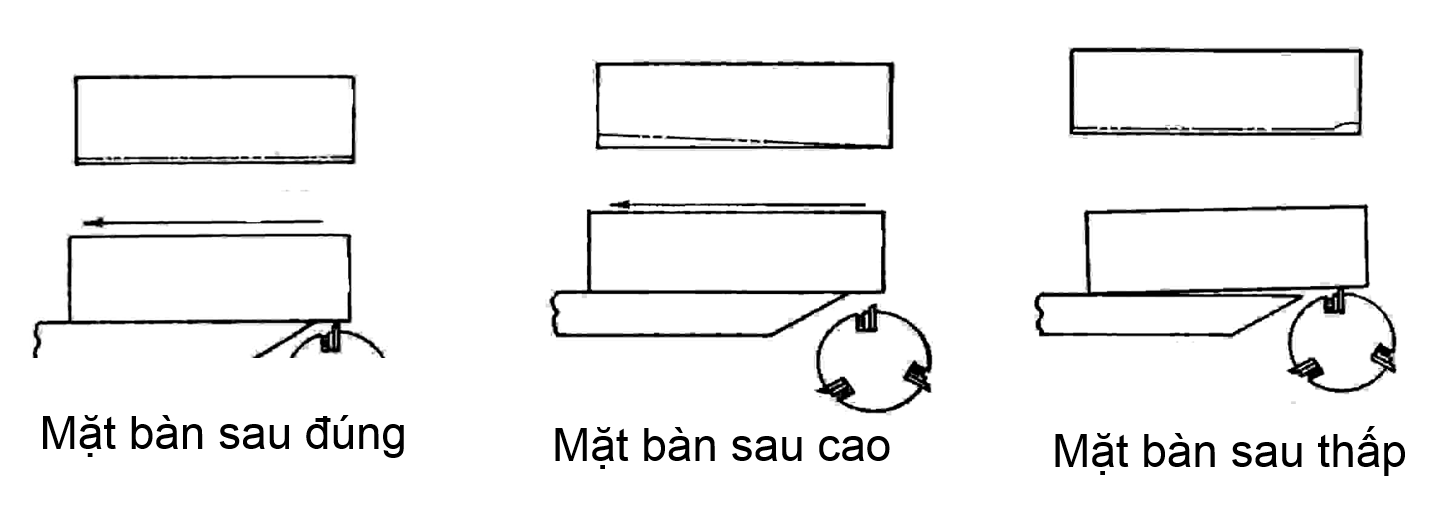
Điều chỉnh mặt bàn sau TT với đỉnh của lưỡi bào
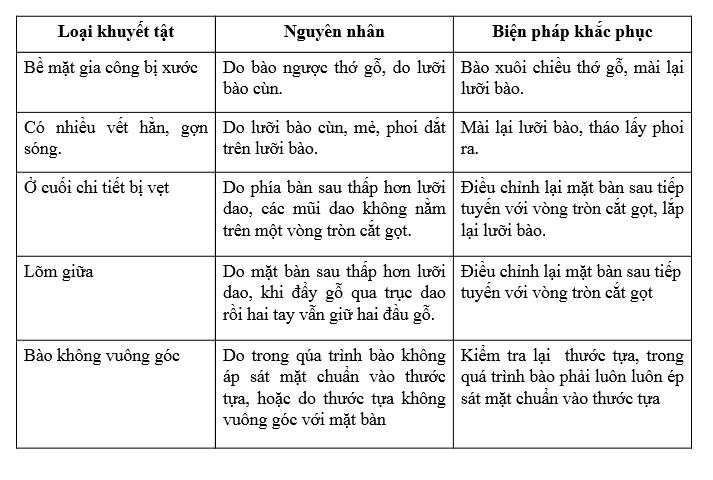
Một số khuyết tật khi gia công
An toàn lao động
Phải có trang bị bảo hộ lao động
Trước khi vận hành phải kiểm tra.
Trước khi mở máy phải ra tín hiệu.
Không tự ý tháo gỡ các bộ phận bảo vệ.
Không tỳ tay trên gỗ đẩy qua trục dao.
Phần trục dao không làm việc phải được che kín.
Không thò ngón tay xuống khỏi bề mặt chi tiết
Khi gia công phôi nhỏ phải dùng tay giả hoặc bộ gá
Trong khi làm việc không được nô nghịch



















{kind=link}