
Nội suy tuyến tính có quan hệ chặt chẽ với chuyển động chạy dao nhanh. Chuyển động dao nhanh nghĩa là chuyển dao từ vị trí này đến vị trí khác mà không cắt gọt, còn chế độ nội suy tuyến tính được thiết kế để thực sự cắt gọt vật liệu, chẳng hạn phay mặt, gia công lỗ, gia công biên dạng, và nhiều chuyển động cắt gọt khác.
Nội suy tuyến tính được dùng trong lập trình gia công để thực hiện chuyển động cắt gọt thẳng từ điểm bắt đầu cắt đến điểm cuối, hoàn toàn sử dụng khoảng cách ngắn nhất đồi với quỹ đạo dao cắt. Chuyển động được lập trình trong chế độ nội suy tuyến tính luôn luôn là đường thắng, nối các điểm bắt đầu và kết thúc biên dạng. Trong chế độ này, dao cắt chuyển động từ vị trí này đến vị trí khác theo khoảng cách ngắn nhất giữa các điểm đó. Đây là tính năng lập trình rất quan trọng, được dùng chủ yếu trong gia công đường bao hoặc biên dạng. Chuyển động góc bất kỳ (vạt góc, côn, góc, nghiêng,…) phải được lập trình trong chế độ này để bảo đảm chính xác. Có thể có ba kiểu chuyển động trong chế độ nội suy tuyến tính.
- Chuyển độngngang … chỉ trên một trục.
- Chuyển động đứng … chỉ trên một trục.
- Chuyển động chéo … nhiều trục.
Thuật ngữ nội suy tuyến tính có nghĩa là hệđiều khiển có khả năng tính toán hàng ngàn điểm trung gian giữa điểm đầu và điểm cuối của hành trình cắt. Kết quả tính toán này là quỹ đạo ngắn nhất giữa hai điểm đó. Mọi tính toán đều tự động – hệ điều khiển liên tục xác định các tọa độ và điều chỉnh tốc độ ăn dao cho tất cả các trục cắt gọt, thường là hai hoặc ba trục.
LỆNH TUYẾN TÍNH![]()
Trong chể độ G01, hàm ăn dao F phải có hiệu lực. Block chương trình thứ nhất khởi đầu chế độ nội suy tuyến tính phải có tốc độ cắt có hiệu lực, nếu không có hiệu lực sự cảnh báo sẽ xuất hiện trong lần chạy thứ nhất, ngay khi cấp điện cho máy. Lệnh G01 và hàm ăn dao F đều có tính chế độ, nghĩa là có thể bỏ qua chúng trong mọi block nội suy tuyến tính kếtiếp, khi đã có G01 và tốc độ cắt không thay đổi. Chỉ sự thay đổi vị trí tọa độ là cần thiết để gán cho trục trong block chương trình. Ngoài chuyển động một trục, chuyển động tuyến tính dọc theo hai hoặc ba trục cũng có thể được lập trình đồng thời.
Khởi đầu và kết thúc chuyển động tuyến tính
Chuyển động tuyến tính, tương tự mọi chuyến động khác trong lập trình CNC, là chuyển động giữa hai điểm đầu và cuối của đường bao. Chuyển dộng này có vị trí bắt đầu và vị trí kết thúc. Vị trí bắt đầu bất kỳ được gọi là điểm xuất phát, vị trí cuối được gọi là vị trí đích. Khởi đầu chuyển động tuyến tính được xác định từ vị trí dao hiện hành, kết thúc được xác định theo các tọa độ đích của block hiện hành. Có thể dễ dàng nhận thấy vị trí cuối của một chuyển động sẽ trở thành vị trí đầu của chuyển động kế tiếp, khi dao di chuyển dọc theo chi tiết, đi qua mọi điểm thay đổi biên dạng.
Nội suy tuyến tính một trục
Chuyển động dao được lập trình dọc theo một trục luôn luôn là chuyển động song song với trục đó, bất kể chế độ chuyển động. Lập trình trong chế độ G00 hoặc G01 sẽ đưa đến kết quả cùng một vị trí cuối được lập trình, nhưng các tốc độ ăn dao khác nhau và với các kết quả khác nhau. Bạn hãy xem Hình 21.1 để so sánh hai chế độ chuyển động này.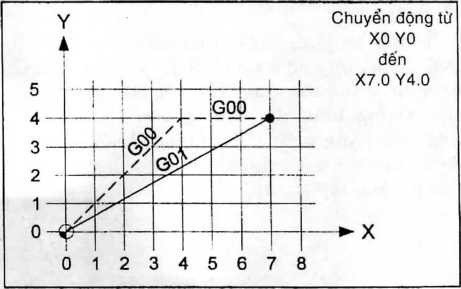
Hình 21.1. So sảnh chế độ chạy dao nhanh và chế độ nội suy tuyến tính.
Đối với trung tâm gia công CNC và các máy liên quan, mọi chuyển động dao song song vớicạnh bàn máy đều là chuyển động một trục. Trên máy tiện CNC, nhiều nguyên công tiện trong và ngoài, được lập trình theo chuyển động một trục. Trong mọi trường hợp, chuyển động một trục có thể theo trục đứng hoặc trục ngang, trong phạm ví mặt phẳng (làm việc) hiện hành. Chuyển động một trục không thể là chuyển động chép, do đòi hỏi hai, ba, hoặc nhiều trục.
Hình 21.2 minh họa chuyển động nội suy tuyến tính một trục, một dọc theo trục X vàmột dọc theo trục Y.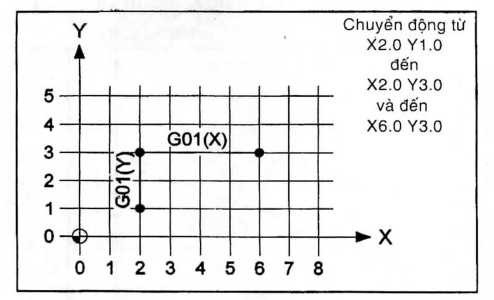
Hình 21.2. Chuyển động nội suy tuyến tính một trục
Nội suy tuyến tính hai trục
Chuyển động tuyến tính còn có thể được lập trình đồng thời dọc theo hai trục. Đây là tình huông rất phổ biến khi điểm bắt đầu của chuyển động tuyến tính và điểm cuối có ít nhất hai tọa độ khác nhau khi trong chế độ nội suy tuyến tính G01. Kết quả của chuyển động hai trục là chuyển động dao theo đường chéo. Chuyến động này sẽ luôn luôn là khoảng cách ngắn nhất giữa điểm đầu và điểm cuối và kết quả là đường thầng theo góc do bộ điều khiển tính toán (Hình 21.3).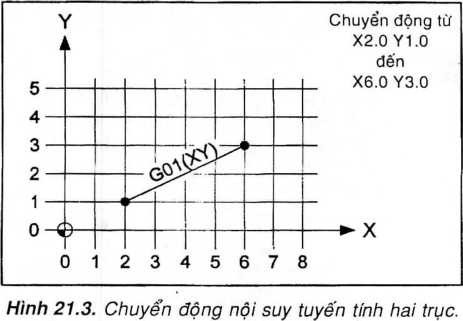
Nội suy tuyến tính ba trục
Chuyển động tuyến tính xảy ra đồng thời theo ba trục, được gọi là nội suy tuyến tính ba trục. Chuyển động tuyến tính đồng thời theo ba trục là có thể trên hầu như mọi trung tâm gia công CNC. Lập trình chuyển động tuyến tính loại này là không dễ dàng, đặc biệt khi làm việc với các chi tiết phức tạp. Do cần nhiều tính toán phức tạp, lập trình bằng tay là không đủ hiệu quả. Kiểu chương trình loại này cần được thực hiện trên hệ thông lập trình dựa trên máy tính chuyên nghiệp, chẳng hạn Mastercam™ (Chương 52).
Chuyển động tuyến tính đồng thời cả ba trục được minh họa trên Hình 21.4.
Hình 21.4. Chuyển động nội suy tuyến tính đồng thời cả ba trục.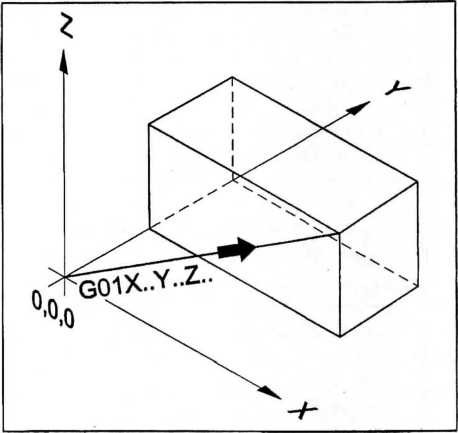





















{kind=link}