
Sửa chữa trục, ngõng trục tới kích thước sửa chữa nhỏ hơn kích thước ban đầu
Phương pháp này thường áp dụng cho các ngõng trục làm việc trong ổ trượt babit hoặc những ổ trượt sẽ được tráng lại hoặc thay mới khi sửa chữa đồng thời với trục.
– Nếu ngõng trục mòn chưa tới 0,2- 0,3 mm chỉ việc mài đạt độ côn, độ ô van và độ nhẵn bề mặt cần thiết.
– Nếu độ mòn lớn hơn thì đem tiện. Sau đó mài lại cho phép giảm đường kính trục không quá 5%.
Phục hồi, sửa chữa trục, ngõng trục tới kích thước ban đầu
Phương pháp này áp dụng cho ngõng trục lắp với ổ lăn.
– Nếu ngõng trục mòn ít ta mạ Crôm (chiều dày lớp mạ Crôm chỉ tới vài trăm ^m) rồi mài.
– Nếu mòn nhiều thì mạ thép, phun thép, hàn điện hổ quang rung sau đó tiện rồi mài (chú ý phải ủ trước khi mài).
Sửa chữa trục bằng bạc ép trung gian
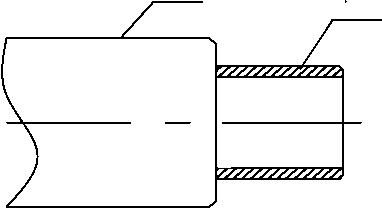
Trường hợp ngõng trục bị mòn nhiều còn có thể dùng bạc sửa chữa ép vào trục cũ (lắp chặt) rồi gia công bạc này đạt kích thước và độ nhẵn bề mặt cần thiết.

Hình 3.1: Phục hồi trục mòn bằng cách ép bạc trung gian
Cách sửa chữa, khắc phục đối với chi tiết trục bị biến dạng xoắn hoặc bị cong.
Trục bị biến dạng xoắn
– Chỉ trục truyền mới có dạng sai hỏng này. Trước tiên phải kiểm tra, xác định chính xác độ sai lệch về xoắn của trục rồi đưa lên đổ gá chuyên dùng và xoắn trục theo chiều ngược lại.
– Khi thao tác phải tiến hành từ từ để lực xoắn truyền đến toàn bộ trục, tránh không phá huỷ các cứ tỳ dùng để xoắn trục (thường là rãnh then).
– Sau khi nắn phải nung nóng trục tới nhiệt độ ram thấp, giữ ở nhiệt độ này 3 đến 4 giờ rồi làm nguội chậm (ví dụ nguội trong không khí tĩnh). Sau khi nhiệt luyện, nếu trục vẫn không bị xoắn trở lại thì kết quả này sẽ được duy trì lâu dài.
Trục bị cong
Sửa chữa bằng cách nắn hoặc nung nóng cục bộ:
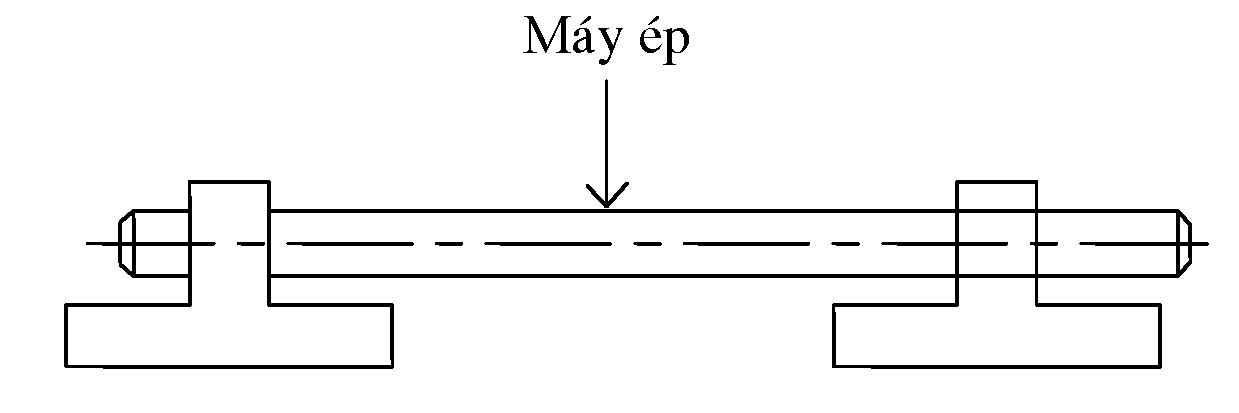
Nắn trục (phương pháp cơ khí): có thể nắn ở trạng thái nguội hoặc nóng. Đối với trục mềm hoặc trục có đường kính nhỏ hơn 50mm đều được nắn nguội. Chỉ có những trục có đường kính lớn hơn 50mm và bị cong nhiều mới nắn nóng; khi nắn nóng cần phải nung trục đến nhiệt độ rèn (150^450 0C). Có thể nắn trên các máy ép vít hoặc máy ép thuỷ lực.
| Hình 3.2: Nắn trục |
Phương pháp nung nóng cục bộ: áp dụng cho trục có đường kính lớn hơn 50mm.
Hình 3.3: Nung nóng cục bộ
2.2. Trục bị nứt hoặc gẫy
Những trục không quan trọng nếu bị nứt vỡ nhỏ thì hàn vá, nếu nứt vỡ lớn hoặc gẫy có thể hàn nối hai phần trục với nhau.
2.2.1. Hàn
Trên trục ở chỗ nứt hoặc gãy tạo 2 mặt côn đối đỉnh nhau, góc ở đỉnh 900 , khoan lỗ 05 + 010 lắp chốt ghép sơ bộ kiểm tra độ đồng tâm. Sau đó hàn từ từ vừa hàn vừa xoay trục, sau khi hàn thường hoa chỗ hàn ở nhiêt độ S500C.
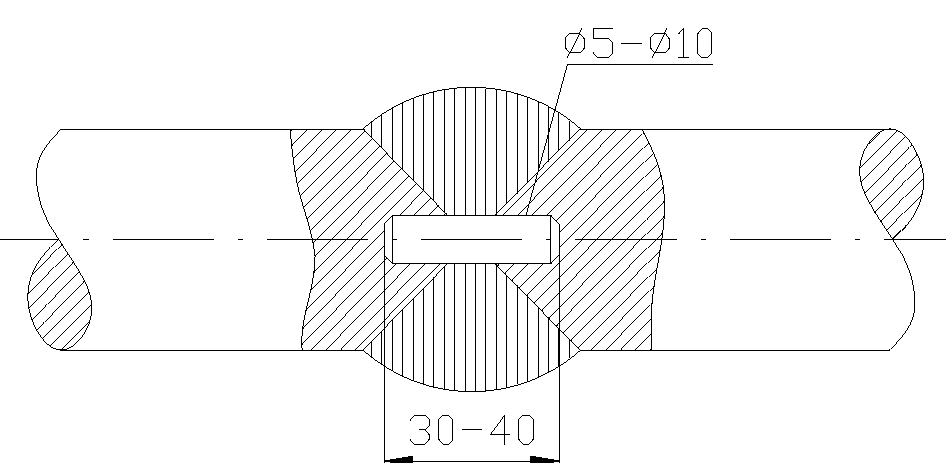
Hình 3.4: Phục hồi trục gẫy hoặc nứt nghiêm trọng
2.2.2. Nối trục
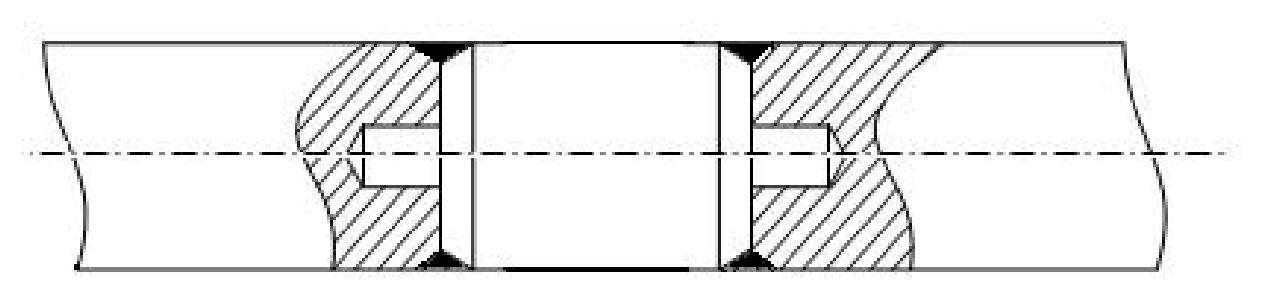
Những trục bị nứt, gãy kèm theo sứt mẽ nếu nối như hình 3.4 sẽ bị hụt chiều dài thì có thể nối như hình 3.5, tức là thệm một đoạn phụ thệm để bảo chiều dài ban đầu của trục sửa chữa. Sau khi hàn nếu trục bị cong thì phải nắn sửa, đồng thời phải ủ để khử ứng suất dư rồi gia công để đạt độ chính xác và độ nhẵn bề mặt cần thiết.
| Hình 3.5: Phục hồi trục gẫy có đoạn nối thệm |
4.1. Kết cấu của trục chính và các dạng hỏng thường gặp
4.1.1. Kết cấu của trục chính
Trục chính là một trong những chi tiết quan trọng nhất của các máy cắt kim loại. Ở máy tiện, trục chính lắp trực tiếp với các chi tiết gia công. Ở máy phay, khoan, doa, mài, đánh bóng… trục chính mang cụ cắt và quay cùng với chúng. Vì vậy độ chính xác, độ cứng vững và độ ổn định chuyển động của trục chính có ảnh hưởng quyết định đến chất lượng sản phẩm gia công trên máy.
Trong đa số các máy cắt kim loại, trục chính là chi tiết gia công rất phức tạp và đắt tiền. Vì vậy khi sửa chữa máy người ta hết sức tránh thay trục chính mà tìm cách phục hổi nó.
Để sửa chữa tốt, cần nắm vững những đặc điểm cơ bản của cấu tạo trục chính.
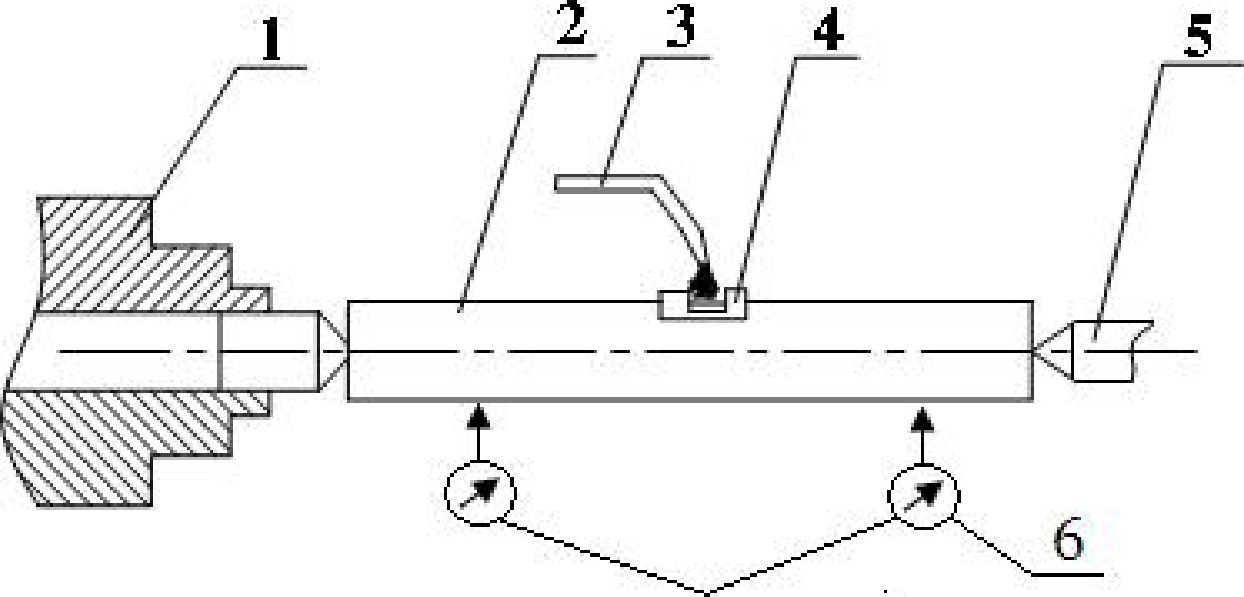
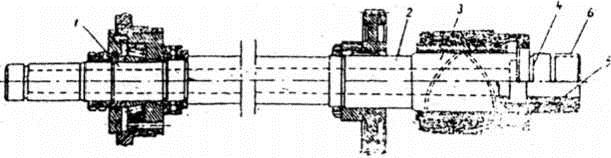
Hình 4.1 nêu cấu tạo trục chính của cá loại máy tiện thộng dụng chính xác thường. Ngõng sau và ngong trước để lắp ổ trục

Hình 4.1: Trục chính của các loại máy tiện chính xác thường l.Ngõng sau. 2. Thân trục; 3. NGõng trước;
4. Mặt định vị để lắp mâm cặp; 5. Lồ côn; 6. Ren để kẹp mâm cặp
4.1.2. Các dạng hỏng hóc thường gặp
Những bộ phận có thể hư hỏng của các loại trục chính là:
– Ngõng trục lắp ổ
– Lỗ côn
– Ren và then hoa
– Ngõng côn
– Lỗ đóng chệm

















{kind=link}