
Cơ cấu cam được sử dụng rộng rãi trong máy cắt kim loại, nhất là trong các máy cắt tự động để thực hiện những chuyển động xác định của dụng cụ cắt và chi tiết gia công.
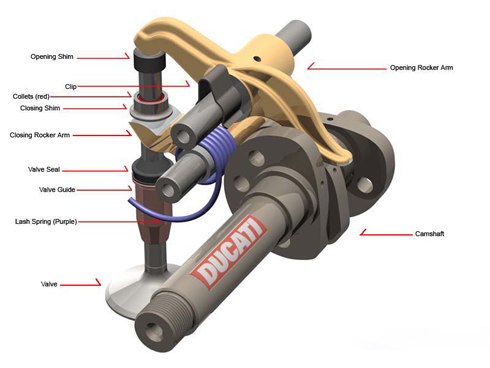
Hư hỏng thường gặp ở cơ cấu cam
1. Các vị trí xác định của trục cam không phù hợp với những vị trí xác định của trục công tác
Nguyên nhân : Cam quay đối với trục cam ( trường hợp cam rời và lắp chặc trên trục)
Xử lý: Dùng vít hoặc then cố định cam trên trục
2. Bộ phận làm việc không chuyển động đủ hành trình ( không tới được vị trí tận cùng )
Nguyên nhân: bề mặt làm việc của cam bị mòn
Xử lý: đối với bộ phận truyền không quan trọng có thể hàn đắp mặt cam rồi sửa nguội. đối với bộ phận quan trọng cần thay thế.
3. Bộ phận làm việc bị rung ứng với những đoạn xác định trên bề mặt cam
Nguyên nhân: Những đoạn đó của mặt cam bị xước
Xử lý: tháo cam ra lao chùi chổ bị xước đánh bóng rồi lắp lại.
4. Xướt mặt cam
Nguyên nhân và xử lý:
Không có dầu bôi trơn hoặc dầu bôi trơn không sạch ta phải điều chỉnh hay sửa chữa bộ phận bôi trơn thay dầu
Mặt làm việc của cam không đủ độ cứng ta xử lý là nhiệt luyện độ cứng HRC 58 – 62 hoặc thay cam
5. khi cam quay nhanh bộ phận công tác không trở về vị trí giới hạn, chỉ khi cam quay chậm bộ phận công tác mới tới được vị trí đó.
Nguyên nhân: Lực đẩy lò xo bật về không thắng nổi lực quán tính
Xử lý: Giảm tốc độ trục cam. tăng lực đẩy ( Điều chỉnh) lò xo, nếu cần thay thế mới
6. Quy luật làm việc của bộ phần công tác bị phá vỡ
Nguyên nhân: bề mặt làm việc của con lăn bị mòn
Xử lý: sưa chữa con lăn hoặc thay thế mới
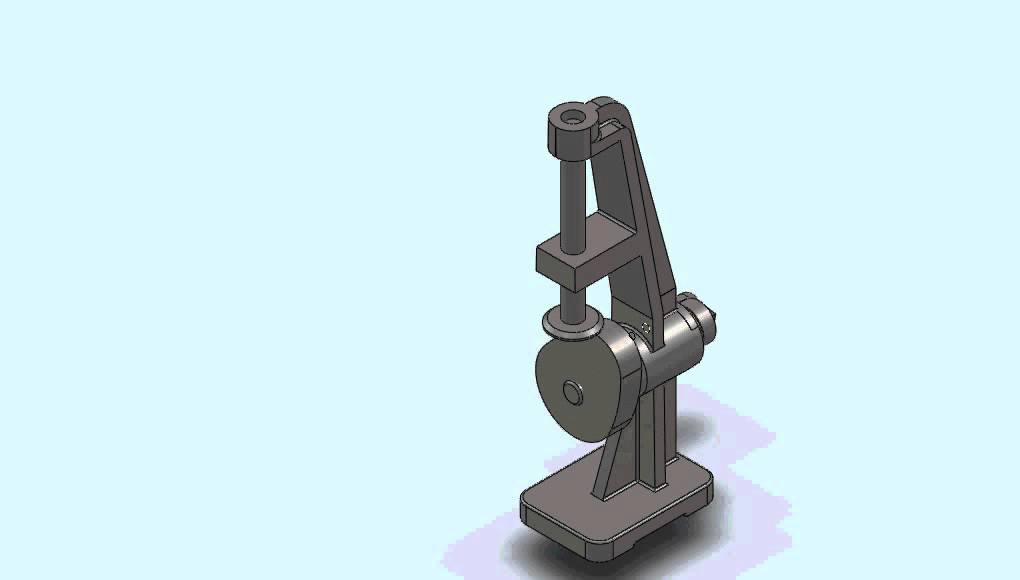
* Ba loại cam dùng phổ biến nhất trong máy cắt kim loại là cam đĩa, đòn bẩy- quạt răng, cam thùng.
Các dạng hư hỏng và biện pháp sửa chữa loại cam đòn bẩy – quạy răng tương tự như sữa chữa bánh răng. Cơ cấu cam đĩa và cam thùng thường bị mòn cam và cần. Tuy đơn giản nhưng việc phục hồi hình dạng hình học của nó khi sữa chữa rất khó khăn. chỉ có những máy chuyên dùng mới gia công chính xác mặt cam.
Gia công cam trên máy vạn năng là phải dùng đồ gá chép hình theo cam mẫu, việc sữa chữa tương đối phức tạp, nên khi sữa chữa ở các cơ sở nhỏ tốt nhất là nên thay mới. Ở cơ sở có thể phục hồi được khi cam mòn, tiện nhỏ bớt rồi hàn đắp và gia công cơ như mới hoặc gia công mặt cam tới kích thước sưa chữa.
Vật liệu của cam là théo 15 hoặc 20X được thấp than và tôi cứng tới HRC 58 -62. Vì vậy trước khi gia công phục hồi, phải ủ để giảm độ cứng, cần làm bằng thép ( X15 nhiệt luyện đạt độ cứng HRC 58 – 62 )
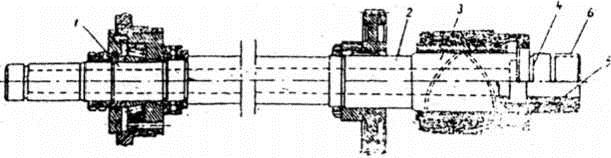
Cam thường làm liền với trục. Khi trục cam bị gãy, nứt hoặc mòn ngõng mà cam còn tốt thì sữa chữa bằng cách ghép trục mới để dùng lại cam
—–Nguyễn Đăng Quang —–

















{kind=link}