
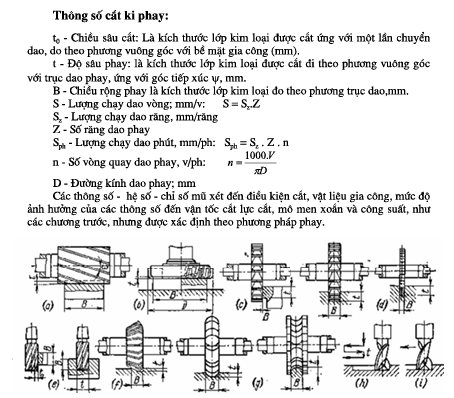
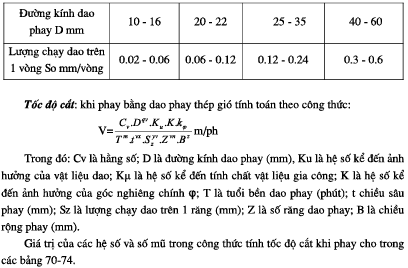
Chiều sâu cắt khi phay khi phay
- a. Dao phay hình trụ;
- b. Dao phay mặt đầu;
- c,d. Dao phay đĩa;
- e, h, f. dao phay định hình
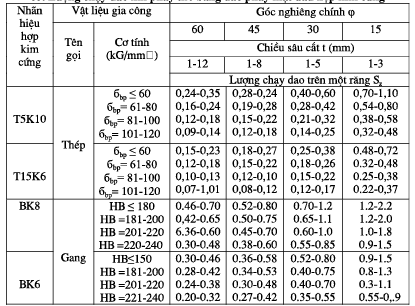
Lượng chạy dao khi phay thô bằng dao phay mặt đầu hợp kim cứng
Lượng chạy dao khi phay phôi tinh thép bằng dao phay mặt đầu hợp kim cứng.
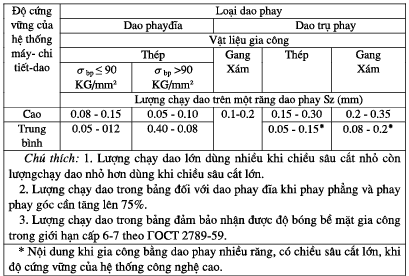
Lượng chạy dao khi phay bằng dao phay đĩa và dao phay trụ hợp kim cứng
Lượng chạy dao khi phay thô phôi thép bằng dao phay trụ đứng hợp kim cứng
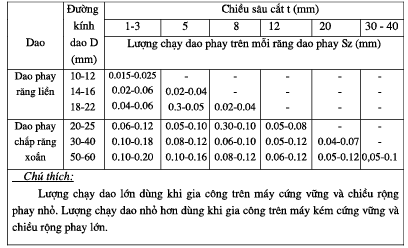
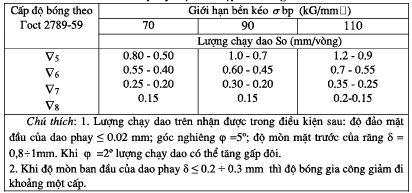
Lương dao dao khi phay tinh (bóng bóng ▼ 5 ÷ 6 tháng 10 2789-59) phôi thép bằng dao phay trụ đứng và hơp kim cứng
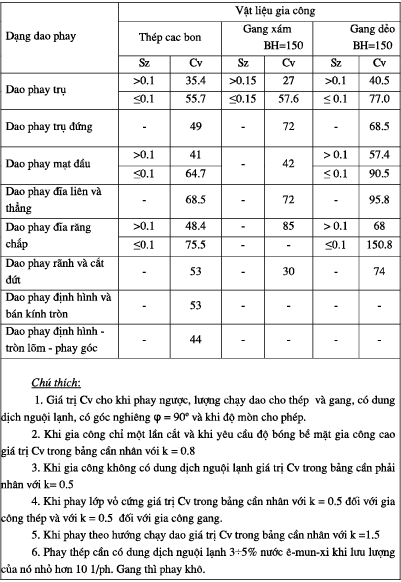
Giá trị hệ số Cv trong công thức tính tốc độ cắt khi phay
Giá trị các số mũ trong công thức tính độ phay
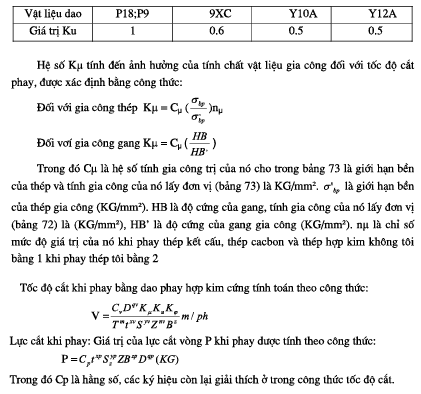
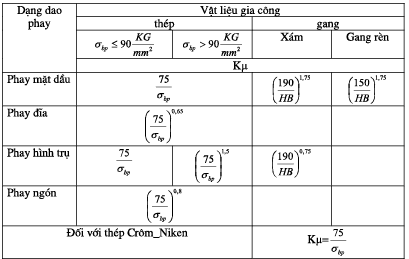
 Giá trị hệ số Kü
Giá trị hệ số Kü
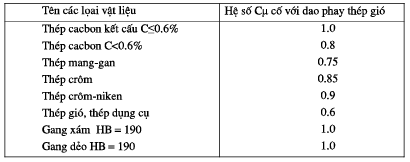
Hệ số tính gia công Cü của các loại thép khác nhau có giới hạn độ bền Ơbp = 75 KG / mm2 và ngang
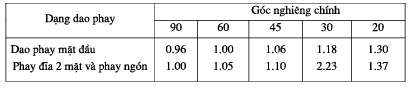
Giá trị K kể ảnh hưởng của góc nghiêng chính
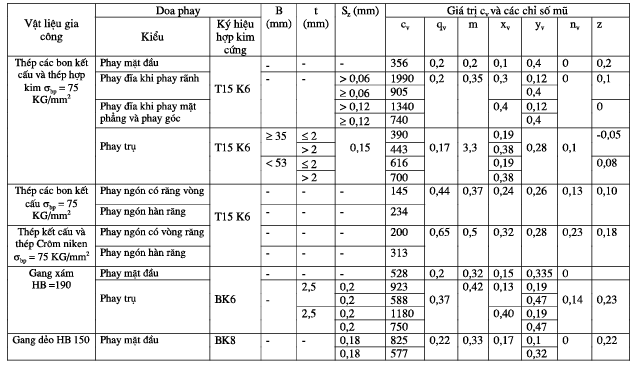
Giá trị của hệ số Cv và các số mũ trong công thức tính tốc độ cắt khi phay
Giá trị kü
Giá trị hệ số Kn
![]()
Giá trị của hệ số Ku phụ thuộc vào nhãn hiệu hợp kim cứng

Giá trị hệ số Kω phụ thuộc vào góc nghiêng chính của lưỡi cắt dao phay mặt đầu

Giá trị hệ số Cp và số mũ trong công thức tính lực cắt khi phay
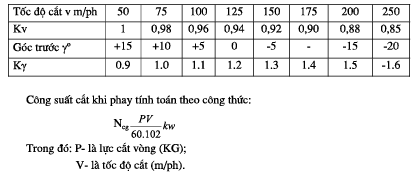
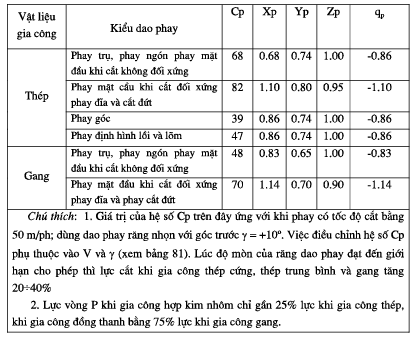 Hệ số điều chỉnh kv và ky để tính Cp
Hệ số điều chỉnh kv và ky để tính Cp
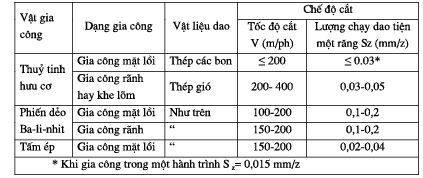
chế độ cắt khi phay chất dẻo




















{kind=link}