
Hầu hết các công việc lập trình chỉ yêu cầu một lệnh bù chiều dài dao cho từng dao. Dựa trên nguyên tắc này, bạn có thể ký hiệu Tool 1 (T01) với bù chiều dài H01, Tool 2 (T02) với H02. Tuy nhiên, trong một số trường hợp, bù chiều dài dao đôi với cùng một dao có thể thay đổi. Trong các ứng dụng đó, sẽ có hai. hoặc nhiều giá trị bù chiều dài dao cho một dao.
Ví dụ về thay đổi bù chiều dài dao có thể là chi tiết bất kỳ sử dụng hai hoặc nhiều quy chiều bản vẽ dọc theo trục Z. Hình 18.12 minh họa khái niệm này với rãnh được lập kích thước theo vị trí chiều sâu đôi với đỉnh và đáy (chiều rộng rãnh là .220).
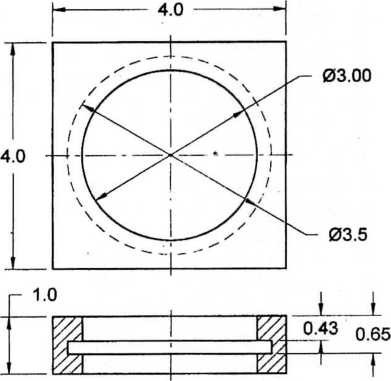
Hình 18.12. Ví dụ về lập trình nhiều giá trị bù chiều dài dao cho một dao – chương trình 01805
Dựa trên minh họa này, trước hết cần chọn phương pháp gia công (gia công thô lỗ 03.000). Dao phay rãnh rộng .125 sẽ là lựa chọn tốt để cắt biên dạng tròn, sử dụng phương pháp phay đường tròn (Chương 28). Có thể rút ngắn chương trình bằng cách dùng phương pháp chương trình con (Chương 38). Do chiều rộng rãnh .220 lớn hơn dao phay, trong trường hợp này cần cắt hai lần. Đối với lần cắt thứ nhất, dao được định vị theo chiều sâu Z-0.65 (như trên bản vẽ) và cắt ở đáy rãnh. Cạnh đáy của dao sẽ đạt đến chiều sâu Z-0.65.
Đôi với lần cắt thứ hai, cạnh trên của dao phay rãnh được dùng để cắt biên dạng rãnh thứ hai (thực chất là làm rộng rãnh thứ nhất) ở chiều sâu Z-0.43 (như trên bản vẽ)..
Bạn hãy lưu ý cạnh đáy và cạnh trên của dao phay rãnh. Cạnh nào là chuẩn lập trình đối chiều dài dao? Cạnh đáy hay cạnh trên?
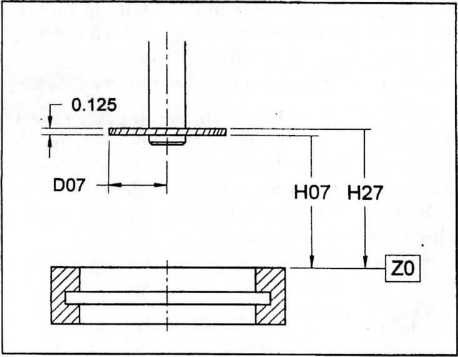
Hình 18.13 minh họa hai vị trí quy chiều được dùng cho một dao. Vì thế chương trình yêu cầu hai giá trị bù chiều dài dao, trong minh họa đó là H07 và H27. D07 là bù bán kính dao cắt và .125 là chiều rộng rãnh phay.
Có thể sử dụng các phương pháp lập trình khác, ví dụ, tính toán hiệu số bằng tay, nhưng phương pháp sử dụng nhiều giá trị bù chiều dài dao rất hữu dụng khi gia công, cho phép tinh chỉnh chiều rộng rãnh. Điều này được minh họa trong chương trình 01805.
O1805
(TWO TOOL LENGTH OFFSETS FOR ONE TOOL)
N1 G20
N2 G17 G40 G80
N3 G90 G00 G54 X0 Y0 S600 M03
N4 G43 Z1.0 H07 M08 (ABOVE JOB CLEARANCE)
N5 G0l Z-0.65 F20.0 (CUTTER EDGE – BOTTOM)
N6 M98 P7000 (CUTTINGGROOVE ATZ-0.65)
N7 G43 Z-0.43 H27 (CUTTER EDGE – TOP )
N8 M98 P7000 (CUTTINGGROOVE AT Z-0.43)
N9 G00 Z1.0 M09
N10 G28 Z1.0 M05
N11 M30
%
O7000
(CHƯƠNG TRÌNH CON THAY RÃNH TRONG 01805 )
Nl G01 G41 X0.875 Y-0.875 D07 F15.0
N2 G03 X1.75 Y0 R0.875 F10.0
N3 I-1.75
N4 X0.875 Y0.875 R0.875 F15.0
N5 G01 G40 X0 Y0 N6 M99
%
Trong ví dụ này, bù chiều dài dao H07 được dùng cho cạnh quy chiều đáy của dao phay rãnh và H27 được dùng cho cạnh quy chiều trên D07 chỉ được dùng cho bán kính dao. Hình 18.14 minh họa các chuyển động chạy dao trong chương trình con O7000.
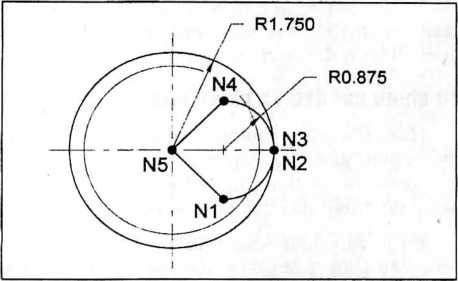
Hình 18.14. Phay đường tròn – chương trình con O7000. Bắt đầu và kết thúc cắt ở tâm rãnh.





















{kind=link}