
Nếu mục đích duy nhất của trả về Zero máy là thực hiện sự thay dao tự động, chỉ cần dịch chuyển trên một số trục. Đôi với trung tâm gia công đứng, chỉ yêu cầu trục Z để thay dao:
G91 G28 Z0 M06
Trung tâm gia công ngang chỉ yêu cầu trụcđạt đến vị trí quy chiều để thay dao tự động. Để an toàn và thuận tiện, trục Z thường được lập trình, cùng với trục Y, để tránh va chạm với dao kế cận trong hộp dao:
G91 G28 Y0 Z0 M06
Trong cả hai ví dụ, hàm thay dao M06 sẽ không có hiệu lực, cho đến khi đạt được vị trí quy chiều Zero máy. Hàm M06 có thể được lập trình trong block riêng, nếu muốn.
Các trục quay hoặc phân độ cũng có điểm quy chiều riêng và được dùng với lệnh G28 hoàn toàn như các trục tuyến tính. Ví dụ, trục B sẽ trả về vị trí Zero máy trong block:
G91 G28 B0
Nếu an toàn, trục B có thể được lập trình đồng thời với trục khác:
G91 G28 X0 B0
Ký hiệu chế độ tuyệt đôi tuân theo cùng các quy tắc cho trục quay hoặc phân độ như các trục tuyến tính.
Trả về Zero đối với máy tiện CNC
Đổi với nguyên công tiện CNC, cũng có thể dùng lệnh G28, thường là khi gá lắp. ứng dụng chung của trả về Zero máy cũng được sử dụng, khi ít nhất một trục bắt đầu và kết.thúc ở vị trí Zero máy. Điều này thường xảy ra với trục X, nhưng ít xảy ra với trục Z, do có thể quá xa trên một số máy tiện cỡ lớn.
Nói chung, chương trình tiện CNC sẽ được thiết kế sao cho sự gia công chi tiết thứ nhất sẽ bắt đầu từ Zero máy, nhưng chi tiết kế tiếp sẽ được gia công từ vị trí thay dao an toàn. Phương pháp này chỉ có tính thực tiễn nếu chương trình sử dụng sự bù hình học thay vì xác lập G50 cũ. Phương pháp trở về Zero máy thông dụng nhất trên máy tiện là phương pháp trực tiếp không có điểm trung gian, do không cần G91, sai số ít xảy ra.
N78 G28 U0
N79 G28 W0
Hai block này sẽ trả dụng cụ cắt trở về Zero máy theo chế độ số gia, do đó không áp dụng chuyến động trung gian. Sẽ an toàn hơn khi dịch chuyển trục X trước, sử dụng chế độ số gia U, sau đó là trục Z, sử dụng chế độ số gia W. Nếu vùng làm việc có khoảng trống (chú ý ụ động), cả hai trục X và Z đều có thể đồng thời trở về Zero máy:
N78 G2 8 U0 W0
Hình 20.6 minh họa sự rút dao ra khỏi lỗ, khi hoàn tất gia công.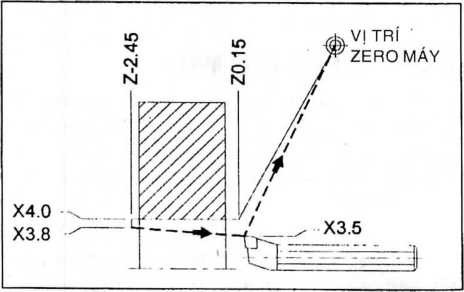
Hình 20.6. Trả về Zero mảy từ lỗ sâu, gia công trên máy tiện.
Khi sử dụng lệnh đăng ký vị trí G50, xác lập XY phải được biết đối với lệnh này. Trong trường hợp đó, các nguyên tắc lập trình trả về Zero máy là rất giống nhau. Giá sử vị trí Zero máy có tọa độ X10.0Z3.0, chương trình đôi với dao doa có thể viết theo hai cách – một kliông sử dụng lệnh G28 và một có sử dụng lệnh G28.
Ví dụ 1
Ví dụ thứ nhất không sử dụng lệnh trả về Zero máy G28
N1 G20 (EXAMPLE 1)
…
N58 G50 X10.0 Z3.0 S1000 (OLDER METHOD ONLY)
N59 G00 T0300 M42
N60 G96 S400 M03
N61 G00 G41 X4 . 0 Z0.15 T0303 M08
NG2 G01 Z-2.45 F0.012
N63 X3.8 M09
N64 G00 G40 X3.5 Z0.15 M05
N65 X10.0 Z3.0 T0300
N66 M01
Ví dụ 2
N1 G20 (EXAMPLE 2)
…
N58 G50 X10.0 Z3.0 S1000 (OLDER METHOD ONLY)
N59 G00 T0300 M42 N60 G96 S400 M03
N61 G00 G41 X4.0 Z0.15 T0303 M08
NG2 G01 Z-2.45 F0.012
N63 G40 X3.8 M09
N64 G2 8 X3.5 Z0.15 M05 T0300
N65 M01
Hầu hết các nhà lập trình CNC đều cảm thấy thuận tiện hơn với ví dụ thứ nhất và sự tiết kiệm một block chương trình chưa đủ để họ thay đối phương cách lập trình. Ví dụ 2 có thể được lập trình cả trong chế độ số gia, sử dụng các địa chỉ U và w, nhưng tính thực tiễn không cao.





















{kind=link}