
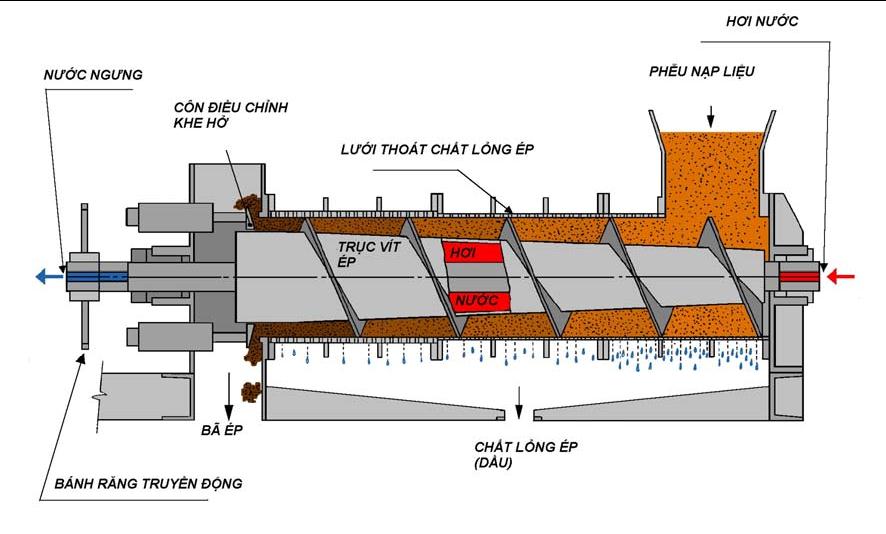
Máy ép trục vít
Dùng ép dầu ra khỏi các hạt có dầu.Nguyêntắc làmviệc của máy ép trục vít là sử dụng 1 vít để ép nguyên liệu. Vít có hình dạng đặcbiệt, lòng ép cũng được thiết kế có hình dạng đặcbiệt sao cho thể tíchrỗng giữa lòng ép và trục ép càng vềsau càng nhỏ. Lòng ép là một ống hình trụ ghép lại bằng nhiều thanh rờigọi là thanh căn, ngay giữa 2 thanh căn là khe hở nhỏ để dầu có thể chảy ra được. Nguyên liệu cho vào máy ép bịnén dần về phía cuối máy, càng về sauthể tích khoang ép càng nhỏ, áp suất sẽtăng, dầu sẽ thoát ra khỏi nguyên liệu theo khe hở thanh căn chảy ra ngoàiở phía dưới,bãsẽ thoát ra ởcuối lòng ép. Cuối lòng ép có bộ phận hình cônđiều chỉnh khe hở ra (côn điều chỉnh). Nếu khe hở lớn, áp suất ép nhỏ và ngược lại.
Nguyên liệu trước khi ép thường được chuẩn bị trước: nghiền sơ bộ, sau đó tiến hành chưng sấy bằng phương pháp nhiệt ẩm đưa nguyên liệu có dầu đến nhiệt độ, độ ẩm thích hợp cho quá trình ép, trích ly.
Quá trình ép thường gặp phải hiện tượng nguyên liệu dính vào trục và quay theo trục (bám đầy vào khoảng trống xung quanh trục vít), khi đó trục vít ép không còn tác dụng ép nữa và phải dừng máy để làm sạch trục vít ép.
Máy ép trục vít (dùng ép dầu)
Máy ép tách nước (sản phẩm cá xay,đậu hủ)
MÁY ÐỒNG HÓA
Dùng để tạo hệ nhũ tương từ 2 chất lỏng không tan vào nhau thí dụ như pha dầu bơ vào sữa trong công nghiệp làmsữa bột, hay tạo hệ huyền phù từ huyền phù thô ban đầu để cóđược huyền phù có kích thướchạt tương đối nhỏ và đồng nhất, thí dụ làmmịnnước ép trái cây tránh hiện tượng phân lớp trong đồ hộp.
Nguyên tắc làmviệc của máy đồng hoá là tăng áp suất chất lỏng (nguyên liệu ban đầu)đến 150-
500 atm, sau đó cho chấtlỏng thoát qua mộtkhehở hẹp. Khiđó, do giảmápsuất đột ngột nên tốc độ của chất lỏngrất lớn, các chấtlỏng khuếch tán vào nhau tạo hệ nhũtương. Trường hợp làm mịn huyền phù, cũng do sự giảm áp suất đột ngột làmcho thịt quả bịxé nhỏ. Sau khi đi qua máy đồng hoá, ta thuđược sản phẩmđồng nhất.
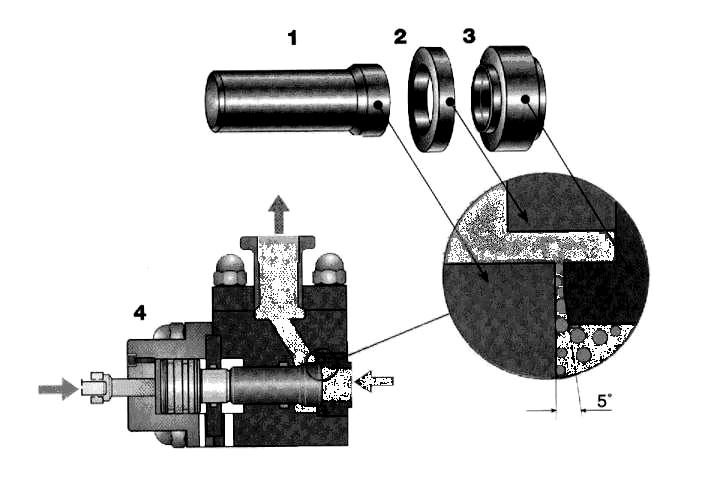
Cấu tạo các bộ phận chính của máy đồng hoá 1 cấp
1.Vanđồng hóa 2.Vòng va đập 3.Đếvan 4.Sơ đồ hệ thống
Máy đồng hoá bao gồm một bơm chất lỏng, các van một chiều, van và đế van đồng hoá, lò xo ép van đồng hóa. Thông thường van đồng hóa ép chặt lên đế van nhờ lò xo. Khi chất lỏng được
bơm lên áp suất cao đủ thắng lực lò xo, van đồng hóa được nâng lên khỏi đế van tạo ra một khe hở hẹp giữa van và đế van, chất lỏngsẽ thoát ra khỏi khe hở.Khi một lượng chất lỏng đã thoát ra, áp suất sẽ giảm, lò xo đẩy van đồng hóa hạ xuống, tỳchặt vào đế van. Chu kỳ được lặp lại liêntục.
Van đồng hóa và đế van phải thật phẳng và đủ kín để có thể chịu áp suất lên đến 150- 500 atm mà không bị rò rỉ.
Trường hợp các hệ nhũ tương khó phân tán hoặc hệ huyền phù khó làm mịn cần sử dụng máy
đồng hoá hai cấp, trong đó nguyên liệu được đồng hoá hai lần liên tục nhau trong máy.
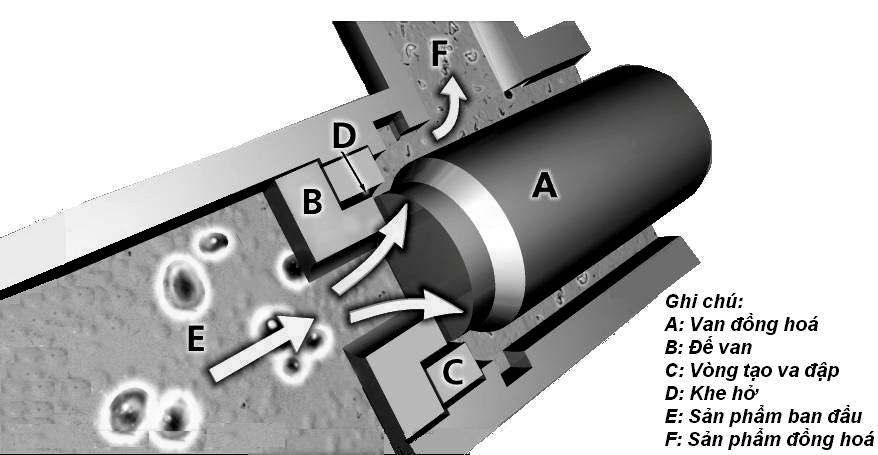
Nguyên lý làm việc của máy đồng hoá
GHÉP NẮP HỘP SẮT
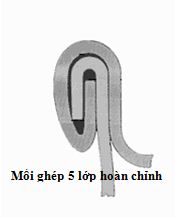
Hầu hết hộp sắt sử dụng mối ghép 5 lớp, sau khi ghép xong mối ghép có 5 lớp kim loại. Mối ghép phải bảo đảm độ kín cần thiết không cho không khí và vi sinh vật từ bên ngoài xâm nhập vào trong hộp.
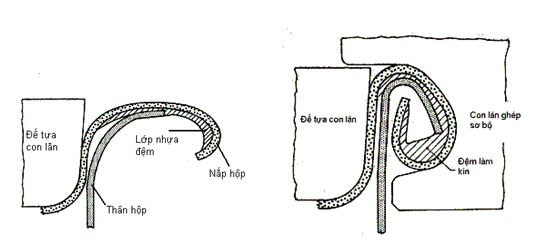
Ðể tạo được mối ghép kín, thân và nắp hộp sẽ được móc lại với nhau và ép chặt. Phía trong nắp có tráng một lớp chất dẻo, khi ghép có tác dụng như một đệm làm kín. Nếu kim loại có độ đàn hồi thích hợp, và lực ép đủ, phần kim loại của mối ghép sẽ ép chặt vào nhau giữa là lớp chất dẻo đệm, do đóbảo đảm được độ kín cho hộp.
Nắp được tạo hình trước, miệng thân hộp cũng được bẻ cong ra phía ngoài trong quá trình gia công hộp. Thông thường quá trình ghép được tiến hành qua 2 giaiđoạn:
Ghép sơ bộ: mối ghép được định hình nhưng chưa kín. Ðể tạo mối ghép sơ bộ dùng một con lăn ghép sơ bộ chạy quanh miệng hộp. Trong khi lăn, do hình dạng miệng rãnh trên con lăn làm nắp hộp bịbẻ cong vào phía trong, móc vào thân hộp, định dạng cho mốighép.
Ghép kín: Sau khi ghép sơ bộ, sử dụng con lăn khác
Mối ghép 5 lớp hoàn chỉnh có dạng rãnh khác để ghép kín.
Domối ghép đã định hình, con lăn ghép kín chỉ ép chặt các lớplại với nhau.
Hộp được đặt trên bệ nâng, các con lăn lúc đầu ở phía ngoài, sau đó con lăn vừa quay tròn quanh hộp và tiến gần hộp. Khi tiếp xúc nắp hộp thì các con lăn tiến hành ghép sơ bộ sau đó ghép kín. Sau khi ghép kín, bệ nâng hạ xuống và hộp được lấy ra khỏi máy ghép. Quá trình con lăn chạy vào và ra do hệ thốngđiều khiển tự động. Có hai phương pháp ghép: con lăn quay, hộp đứng yên hoặc hộp quay, con lăn đứng yên.

Mối ghép sơ bộ bình thường, mối ghép quá chặt và mối ghép lỏng
Thông thường, người ta bố trí hệ thống con lăn ghép đều nhau quay quanh hộp, có thể gồmcả
con lăn ghép sơ bộ và ghép kín.
Nếu nắp làm bằng kimloại quá dày, con lăn không có khả năng ép chặt, mối ghép sẽ không kín. Nếu kimloại mỏngquá,bề mặt nắp bịnhăn lại do kimloại dãn, mối ghép hở ra, mối ghép sẽ không kín
Nắp, thân hộpở vịtrítrênmáyghép(lúcchưa ghép) vàquá trình ghép sơ bộ
Một số trường hợp đặcb iệt, quá trình ghépđược tiến hành trong buồng kín với môi trường khí N2 hoặc CO2 để đuổi không khí ra. Thông thường, các trường hợp ghép nắp có bài khí sử dụng hơi nước để đuổi không khí.
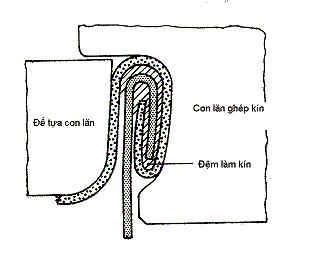
Quátrìnhghépkín
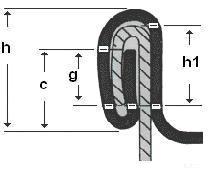
Mặt cắt ngangmối Độ chặt của mối ghép kép
Bảng Kích thước hộp và mối ghép
| Tên kích thước | Đường kính danh nghĩa hộp , (mm) | Kích thước, mm |
| h1 | 202 (52) | 1,90 ± 0.20 |
| 207.5 – 401 (60 – 99) | 2,03 ± 0.20 | |
| 404 – 603 (105 – 153) | 2,08 ± 0.25 | |
|
c |
202 – 211 (52 – 65) | 1,65 min. |
| 300 – 401 (74 – 99) | 1,78 min. | |
| 404 – 603 (105 – 153) | 1,90 min. | |
|
g |
202 (52) | 0,89 min. |
| 207.5 – 303 (60 – 78) | 1,02 min. | |
| 307 – 404 (83 – 105) | 1,14 min. | |
| 502 – 603 (127 – 153) | 1,27 min. | |
|
Độ chặt |
202 – 401 (52 – 99) | 70 – 100% |
| 404 -502 (105 – 127) | 80 – 100% | |
| 603 (153) | 90 – 100% |




















{kind=link}